

Что нужно для аргоновой сварки? Перечислите списком
Аргонодуговой сваркой называют дуговую сварку в среде защитного газа – аргона.
В основе сварочного процесса лежит расплавление кромок свариваемого металла и присадочного материала под действием дуги, которая горит между ними. При этом сама дуга, сварочная ванна, края металла и конец присадочного материала (проволоки) защищены от воздействия окружающей среды газом – аргоном, который подается с помощью горелки. Для повышения качества процесса применяются различные режимы аргонодуговой сварки, зависящие от типа свариваемого металла, от сложности конструкции и от других параметров сварочного процесса.
Особенностью аргонодуговой сварки является то, что движение горелкой совершается только вдоль оси сварного шва – поперечные колебания полностью отсутствуют. Это приводит к тому, что сварной шов получается более узким, чем при применении других методов сварки. А для того чтобы предотвратить излишнее разбрызгивание металла, сварочную проволоку необходимо подавать максимально плавно, сварочная ванна при этом должна быть вытянута в сторону направления сварочного процесса.
Аргонодуговая сварка имеет множество достоинств:
- металл, подвергающийся сварке, нагревается до минимальных необходимых значений
- металл в расплавленном состоянии надежно защищен от воздействия окружающего воздуха, а значит, в нем не появится соединений, которые будут негативно влиять на качество сварного шва
- повышается скорость сварки за счет увеличения тепловой мощности сварочной дуги
- процесс сварки легко контролируется
- техника такой сварки достаточно проста, а это значит, что от сварщика не требуется высокой квалификации
- такой метод сварки дает возможность сваривать металлы, которые обычно трудно поддаются подобному виду обработки. Также, аргонодуговая сварка позволяет сваривать и разнородные металлы
- процесс сварки может быть полностью механизирован и автоматизирован.
А к недостаткам аргонодуговой сварки можно отнести:
- сложности при работе на открытом воздухе или на сквозняке, так как газовая защита не очень устойчива при таких условиях
- возникновение ультрафиолетового излучения
- усложнение процесса при применении высокоамперной дуги в процессе сварки, так как в данном случае необходимо использовать охлаждение.
Режимы аргонодуговой сварки выбираются, исходя из условий сварки. А для того чтобы выбрать наиболее подходящий в том или ином случае режим, необходимо обращать внимание на несколько важных параметров.
- Род и полярность тока.
При аргонодуговой сварке применяют ток прямой полярности. Ток обратной полярности в данном случае не может считаться пригодным, так как он сопровождается следующими особенностями:
- напряжение дуги увеличивается, а вот ее устойчивость становится меньше
- также уменьшается стойкость электрода, в результате чего он больше нагревается и быстрее расходуется.
Что касается рода тока, то в большинстве случае в аргонодуговой сварке используется постоянный ток. Переменный ток применяется только в том случае, если сварке подвергается алюминий, магний, бериллий или их сплавы.
- Величина сварочного тока.
Величина сварочного тока при аргонодуговой сварке зависит от диаметра электрода, свариваемого металла, а также от рода и полярности тока. Точные значения сварочного тока приведены ниже в таблице:
Источник: http://stalevarim.ru/pub/rezhimy-argonodugovoy-svarki-vybor-osnovnyh-parametrov/
Сердцем аргоновой сварки является неплавящийся вольфрамовый электрод. Вольфрам – это очень тугоплавкий металл, поэтому его используют как материал для изготовления неплавящихся электродов. Вокруг сварочного электрода расположено керамическое сопло, из которого во время сварочного процесса выходит инертный газ аргон. Если начать сваривать деталь без аргона, то она будет гореть, трещать и начинать покрываться коркой, что очень нежелательно при сваривании. Аргон является защитой сварочного процесса от попадания в сварочную ванну кислорода.
Процесс сваривания работает таким образом. Сначала на свариваемую деталь начинает подаваться масса, что очень схоже с электросваркой. В правой руке сварщик держит горелку, а в левой – присадочную проволоку. Если нужно сваривать алюминия, то используется алюминиевая проволока из соответствующих сплавов. На горелке расположена кнопка, потом подается ток и начинается подача газа. Между кончиком неплавящегося электрода и свариваемой деталью возникает электрическая дуга, что позволяет производить сваривание.
Для сваривания алюминия данный метод сваривания является самым оптимальным вариантом, потому что это очень капризный материал. Например, при контакте с кислородом и при нагревании он покрывается тонкой пленкой. Аргон обладает набором химических свойств, позволяющих исключить кислород из сварочной ванны. Так происходит потому, что аргон способен оттеснять кислород своим давлением. Сваривание аргоном с помощью высококлассных сварочных аппаратов нередко используется при ремонте автомобилей.
Данный вид сваривания нередко применяется при ремонте блоков двигателя и поддонов картера. Помимо ремонта автомобилей аргоновая сварка используется в кораблестроении, пищевой и нефтехимической промышленности.
Другими словами сваривание аргонной сваркой приходит на замену другим видам сваривания, а также позволяет сваривать такие металлы, как алюминий. Высокое качество сваривания аргоновой сваркой позволяет производить полноценный ремонт многих дорогостоящих деталей на автомобилях.
На первый взгляд может показаться, что производить сваривание аргоновой сваркой не сложно. Стоит отметить, что это мнение является ошибочным. Для проведения аргоновой сварки нужен опытный сварщик, а также надежный сварочный аппарат, который имеет высокую производительность сварочного процесса. Для того чтобы стать профессионалом в работе с аргоновым сварочным аппаратом нужно больше времени, чем в случае с обычным сварочником. Также профессионалы знают, что сваривать аргоном нужно очень аккуратно, порой даже с ювелирной точностью. Несомненно, такой труд обязательно окажется на пользу, и изделие будет радовать хорошей работой сварочного шва.
Аргонодуговая сварка – один из способов соединения сложных металлов: меди, алюминия, титана, бронзы, нержавеющей стали и пр. Дуговая сварка аргоном осуществляется в среде инертного газа, который практически не взаимодействует с металлической деталью в зоне горения и надежно защищает шов от контакта с воздухом. Газ еще нужен для того, чтобы дуга стабильно горела и для ионизации воздушного пространства.
Технология сварки аргоном основана на принципе электродугового воздействия на металл с применением защитного газа. Как уже отмечалось, аргон является инертным газом. К тому же он почти на 40% тяжелее воздуха, поэтому вытесняет его из сварочной зоны, не давая металлу вступать в окислительную реакцию с кислородом. Это особенно важно для цветных металлов, которые сильно подвержены процессу окисления, вследствие чего шов не будет отличаться хорошей надежностью.
Вот такой получается качественный шов
Особенностью аргонодугового процесса является подача аргона. Для разных металлов она должна начинаться в разное время, например:
- для сварки алюминия за 1 секунду до начала термического воздействия;
- для сварки титана за 1 секунду до начала термического воздействия. Также титан должен остывать в среде аргона.
Обычно в роли неплавящегося электрода выступает вольфрам, который имеет температуру плавления, превышающую 3000°С. При сварке алюминия вольфрамовый электрод должен непременно остывать в аргоне, иначе он окисляется, и дальнейшие действия с ним невозможны.
Иногда аргон применяют и для работы с черными металлами. В этом случае сварочный цикл отличается от работы с углекислотой. «Аргоновый» шов получается более ровным и эстетичным, данный газ нет смысла применять для потоковой сварки. Если же вас заинтересовала информация про работу с углекислотой, то более подробно о данном процессе можно прочитать в статье: как правильно вести сварку полуавтоматом с углекислотой.
Электродуговая сварка аргоном может реализовываться с помощью классического дугового сварочного аппарата с дополнительным оборудованием, которое необходимо для правильной реализации технологии.
Классический Сварочный аппарат ручной дуговой сварки G250i
- источник постоянного тока (для работы с черными и цветными металлами, а также с титаном);
- источник переменного тока (для работы с алюминием);
- осциллятор для возбуждения дуги (для работы с алюминием);
- устройство управления сварочным циклом;
- горелка с электродом;
- газовый баллон.
Для инверторов нового образца первые три пункта можно не рассматривать.
Присадочный материал подается со стороны и никак не связан с электрической цепью. При этом подача сварочной проволоки должна осуществляться максимально равномерно с помощью медленных поступательных движений.
Некоторые металлы, например, титан, свариваются без присадочного материала. Сам процесс выбирается в зависимости от требований к шву.
Для лучшего усвоения материала советуем посмотреть данное видео:
В зависимости от сложности оборудования аргонодуговая сварка может выполняться в ручном, полуавтоматическом, или автоматическом режимах.
- Ручной режим. Перемещение горелки и подача проволоки производится самим сварщиком.
- Полуавтоматический режим. Горелка остается в руках сварщика, а присадочный материал подается с помощью механизированного приспособления. Проблемный вариант. Данный режим лучше не использовать, потому что нужны идеальные материалы.
- Автоматический режим. В этом случае применяется сложное технологическое оборудование, оператор которого реализовывает сварочный процесс посредством программного управления.
Видео ниже — продолжение прошлого видео, здесь рассказывается еще много полезной информации:
Одним из главных преимуществ данной технологии является возможность соединять разнородные металлы. Сварочный процесс обеспечивает отличные характеристики шва и дает возможность с высокой точностью поддерживать глубину проплавления, что особенно важно для обработки тонкого изделия при одностороннем доступе к нему. В процессе термического воздействия создается высокая тепловая мощность, которая позволяет увеличить скорость цикла. Кроме того, сварку аргоном с вольфрамовым электродом можно отнести к основным способам соединения алюминиевых и титановых сплавов.
Не слишком высокая производительность в ручном режиме является недостатком технологии. Вместе с тем, в автоматическом режиме не всегда возможно исполнение коротких и разнонаправленных швов. К тому же не слишком целесообразно использовать аргон для единичных работ. В этом случае лучше воспользоваться более дешевыми вариантами, о которых можно прочитать в статье: сварочная смесь – состав и сфера применения.
При постоянном использовании технологии аргонодуговой сварки баллоны можно заправлять в компании «Промтехгаз». Здесь вы получите качественный газ, профессиональное обслуживание и объективные цены.
Многолетняя практика убедительно доказывает, что сварка алюминия аргоном является наиболее эффективным способом создания неразъемного соединения двух или более элементов.
Для выполнения сварочных работ в среде любого инертного газа требуется специализированная оснастка, оборудование и подробная инструкция для начинающих.
Аппарат для соединения алюминиевых деталей, как правило, имеет сложную структуру.
Если варить алюминий полуавтоматом, то потребуется определенный тип сварочной проволоки и баллон с аргоном. Но есть способы, которые позволяют обходиться без газа.
Технология сварки алюминия требует от сварщика высокой квалификации и знаний основ металловедения.
Для начинающих сварщиков обязательно нужна пошаговая инструкция по сварке алюминия.
В первую очередь, они должны ознакомиться с химическими свойствами «крылатого металла».
Именно так называют алюминий за его прочность и малый удельный вес. Одновременно с этими качествами он обладает высокой химической активностью.
На открытом воздухе металл быстро вступает в реакцию с кислородом и покрывается оксидной пленкой.
Температура плавления оксидной пленки превышает +2000 градусов, когда сам металл плавится при температуре +650 градусов.
При сварке постоянным током окись может погружаться в металл сварного шва, тем самым нарушая его структуру.
На видео показан процесс сварки листового алюминия при использовании аргона.
Особенностью алюминия является то, что нагреваясь, он не меняет цвета, как это бывает при нагреве нержавейки или другого сорта стали.
Сварщику бывает трудно сориентироваться и определить степень нагрева заготовки.
Как результат такой неопределенности, может произойти прожог детали или утечка расплавленного металла.
Плюс к этому алюминий имеет большой коэффициент объемной усадки. Если не учитывать это свойство, то внутри шва будут возникать напряжения и деформации.
Чтобы избежать таких последствий, можно увеличить расход сварочной проволоки или выполнять модификацию шва.
Приступая к сварочным работам по алюминию, нужно четко помнить его основные характеристики.
Металл обладает следующими свойствами:
- низкой температурой плавления;
- высокой химической активностью;
- большим коэффициентом объемной усадки.
Учитывая эти особенности, сварка алюминия аргоном выполняется чаще всего. Эта технология позволяет защитить зону сварки от воздействия активных газов, находящихся в атмосфере.
Присадочная проволока при сварке полуавтоматом выполняет функцию снижения внутренних напряжений шва, поскольку компенсирует объемную усадку.
Кроме этих приемов существуют и другие способы качественно выполнить сварное соединение.
Усвоив уроки металловедения для начинающих, можно со знанием дела выбирать конкретный способ сварки алюминия в среде инертных газов.
Для сварочных работ применяют аппараты следующего типа:
- газопламенная установка;
- электродуговой аппарат;
- аргонно-дуговой аппарат.
В первом случае используется флюс, который производится на основе фтористых и хлористых солей.
При нагреве пламенем места сварки флюс разрушает оксидную пленку на поверхности алюминия, и соединение происходит при температуре близкой к температуре плавления.
Сварка выполняется алюминиевым прутком. Расход материала при таком способе минимальный.
Следует помнить, что флюс разъедает поверхность металла и после завершения сварочных работ нужно удалить остатки флюса и промыть деталь водой.
На видео показана пошаговая инструкция по соединению алюминиевых деталей с применением флюса.
Электродуговая сварка деталей выполняется постоянным током с обратной полярностью. В этом случае используются алюминиевые электроды или присадочная проволока с обмазкой из флюса.
Наиболее качественный шов при соединении алюминиевых деталей обеспечивает аргонно-дуговой аппарат.
Дуга создается с помощью электрода, изготовленного из вольфрама. Такой электрод служит длительный отрезок времени и тем самым снижает стоимость сварочных работ.
Между вольфрамовым электродом и свариваемой деталью зажигается дуга.
В зону горения дуги подается алюминиевая проволока. При высокой температуре в зоне горения оксидная пленка на поверхности металла разрушается.
Сварка происходит на узком участке при быстром перемещении электрода.
В таком режиме алюминий не успевает перейти в жидкую фазу и вытечь наружу.
Для высокого качества сварного шва проволока должна иметь ту же структуру, что и свариваемый металл. Такой способ сварки выполняется полуавтоматом.
В различных производственных условиях сварку выполняют постоянным или импульсным током. В промышленном производстве есть сварочные агрегаты, работающие с переменным током.
Специалисты отмечают, что сварка алюминиевых деталей аргоном включает в себя несколько разноплановых действий.
Насколько эти действия будут согласованы между собой, настолько качественным будет соединение двух элементов.
Технология сварки полуавтоматом предполагает наличие определенных материалов, узлов и агрегатов. Аргонно-дуговой аппарат состоит из трех агрегатов.
Перед началом сварки каждый из них нужно привести в работоспособное состояние. Расход сопутствующих ресурсов влияет на окончательную стоимость услуги.
Присадочная проволока и аргон имеют свою цену, поэтому их следует экономить.
Аппарат для сварки алюминия состоит их следующих агрегатов:
- источник электропитания;
- баллон с аргоном;
- механизм подачи присадочной проволоки.
Присадочная проволока поставляется в торговую сеть на катушках и бобинах.
На крупных промышленных предприятиях сварочные аппараты подключаются к централизованной магистрали, по которой поставляется инертный газ.
Верстаки для установки свариваемых деталей производятся из нержавейки.
После того как оборудование для сварки алюминия аргоном приведено в рабочее состояние, нужно подготовить свариваемые детали.
С поверхности необходимо удалить грязь, жир и остатки машинного масла. Делается это с помощью любого растворителя на верстаке из нержавейки.
Когда толщина свариваемых деталей больше четырех миллиметров, необходимо разделать кромки.
В соответствии с рекомендациями специалистов и техническими условиями, листовой алюминий толщиной от 4 мм рекомендуется сваривать только встык.
При получении задания на сварку алюминия, исполнителю нужно сразу же поинтересоваться толщиной листа и сколько миллиметров составит ширина кромки.
Кромка зачищается напильником или на наждачном станке. Если деталь имеет сложную форму, то место сварки зачищается с помощью переносной шлифовальной машинки.
В любом случае, с поверхности металла необходимо удалить оксидную пленку.
Чтобы качественно выполнять сварку алюминия полуавтоматом, нужно использовать электроды из вольфрама. Диаметр электродов выбирается в пределах от 1,5 до 5,5 мм.
В процессе работы надо следить за тем, как ориентирован электрод относительно свариваемой поверхности. Электрод необходимо держать под углом 80 градусов.
Присадочная проволока по отношению к электроду должна находиться под прямым углом.
Допускается максимальная длина дуги 3 мм.
В таком положении расход материалов будет оптимальным. В процессе работы присадочная проволока должна перемещаться впереди горелки.
Электрод и присадочная проволока в процессе сварки алюминия аргоном должны двигаться только вдоль сварного шва.
Поперечные движения не допускаются. На видео показаны движения, которые совершает сварщик газовой горелкой.
При работе с тонкими листами алюминия в качестве подкладки можно использовать лист нержавейки.
При таком положении будет выполняться интенсивный отвод тепла от рабочей зоны через лист нержавейки и вероятность прожога резко уменьшится.
Уменьшится и расход энергии, поскольку работа будет выполнена быстрее.
Сварка алюминиевых изделий полуавтоматом в среде, заполненной аргоном, имеет ряд существенных преимуществ по сравнению с другими способами.
Первое, что следует отметить, малую область нагрева свариваемой детали. Это важно при соединении деталей со сложной объемно-пространственной структурой.
Сколько требуется газа и какая нужна проволока, подсчитать можно. Однако спрогнозировать внутреннюю деформацию детали очень трудно.
Сварка изделий в среде инертного газа позволяет получить прочное соединение без пор, примесей и посторонних включений.
Сварной шов имеет одинаковую глубину проплавления по всей длине.
К числу недостатков сварки аргоном можно отнести сложность оборудования.
При сварке полуавтоматом требуется тонкая настройка всех составляющих устройства. Важно, чтобы проволока подавалась в рабочую зону постепенно.
Для этого необходимо правильно настроить аппарат подачи. Если проволока будет подаваться не ритмично, то горение дуги будет прерываться.
В таком случае увеличится расход электроэнергии и аргона. Чтобы качественно выполнить соединение алюминия, сварщик должен обладать сноровкой и навыками этого ремесла.
Только теория и советы в этом случае не помогут.
Источник: http://www.samsvar.ru/stati/chto-nuzhno-dlya-svarki-argonom.html
Ручная дуговая и электродуговая сварка – это способ соединения металлических элементов с помощью термического оплавления стыков изделия специальным ручным инструментом. Данная технология применяется во всех сферах, требующих работы с металлом – в строительстве зданий и мостов, в прокладке труб и теплотрасс, энергетике, автомобильной и судостроительной промышленности, в производстве и ремонте любых крупных и мелких металлических изделий. Даже в искусстве и скульптуре нередко используются сварочные технологии. В последнее время все более востребованной становится аргонодуговая сварка, позволяющая работать с низколегированными и нержавеющими сталями, чугуном и цветными металлами: медью, алюминием, никелем, титаном, серебром и др.
Специалист, осуществляющий сварочные работы, называется сварщиком. Данная профессия, в зависимости от техники сварки и используемых для сплавления металлов инструментов, разделяется на несколько специализаций:
- сварщик ручной дуговой сварки (электросварщик);
- газосварщик (газоэлектросварщик);
- сварщик аргонодуговой сварки (электросварщик-аргонщик);
- оператор автоматического сварочного аппарата и др.
Своим возникновением профессия сварщика обязана российскому физику-электротехнику Василию Петрову, который в 1802 году открыл эффект электрической дуги, которая создает высокую температуру между двумя угольными электродами, хотя это открытие и не сразу нашло практическое применение в промышленности. Но уже через несколько десятилетий электродуговой метод соединения сталей и металлов совершил настоящую революцию, и стал использоваться повсеместно в промышленности и строительстве. Этот эффект позволил расплавлять стыки металлов для их одновременного соединения с помощью сварочного шва.
В связи с высокой востребованностью сварочных работ в любой сфере специалисты в сфере ручной сварки не испытывают сложностей с поиском работы. Однако данная профессия предполагает высокую ответственность, серьезный подход и стремление к выполнению работы на высшем уровне. Качество сварочных швов является одним из решающих условий для прочности, надежности, долговечности и безопасности металлических конструкций, поэтому цена ошибок здесь особенно высока. Любые недочеты, небрежность и попустительство в работе могут привести к серьезным, и даже катастрофическим последствиям, особенно, если речь идет о строительстве зданий и мостов, сварке нефте- и газопроводов, машиностроении.
Поэтому профессиональный сварщик должен знать не только технологию выполнения определенного способа сварки и способы испытания сварных швов, но и иметь хорошую базу знаний о физике тепловых процессов, электротехнике, химических, физических и термических свойствах различных металлов и сплавов. Кроме того, крайне важно знать технику безопасности сварочных работ и пожарной безопасности. При более узких специализациях необходимо изучить свойства активных и инертных газов, применяемых для антиокисления, освоить методики и принципы действия используемых для сварки инструментов, аргонодугового и электродугового оборудования.
Среди личных качеств важно отметить высокую ответственность, внимание к деталям, хорошее зрение, определенный перфекционизм и стремление к совершенствованию своих навыков, готовность к физическим нагрузкам, умение быстро реагировать на нештатные ситуации, серьезное отношение к технике безопасности и строгому выполнению мельчайших требований. Данная работа относится к опасным, и именно эти качества помогут не только качественно выполнять свои задачи, но и уберечь себя и окружающих от серьезного вреда для здоровья и жизни.
Должностные обязанности сварщиков зависят от сферы и специфики работ, используемых техник и оборудования, категории специалистов и индивидуальных требований каждого отдельного работодателя. В самом общем виде должностная инструкция сварщика может содержать следующие обязанности:
- Ручная дуговая/аргонодуговая/плазменная сварка средней сложности деталей узлов, аппаратов, трубопроводов и других конструкций из конструкционных сталей, цветных металлов и сплавов.
- Сварка сложных элементов из углеродистых и специальных сталей в различных пространственных положениях сварных швов (включая/исключая потолочный).
- Ручная кислородная резка и строгание сложных деталей, выполненных из высокоуглеродистых, мелкоуглеродистых и других специальных сталей, цветных металлов, а также сварка чугунных конструкций.
- Наплавление нагретых труб и баллонов, дефектов деталей механизмов и конструкций.
- Наплавление различных сложных деталей, узлов и инструментов, изношенных деталей.
- Чтение чертежей и схем сложных сварных металлоконструкций.
Для того чтобы стать востребованным и высокооплачиваемым специалистом, необходимо постоянно совершенствовать свои навыки и повышать профессиональное мастерство. Это значит, что электросварщику нужно проходить курсы повышения квалификации и получать более высокий профессиональный разряд, чтобы добиться роста своей ценности на рынке труда. Для работы с нефтепроводами и газопроводами, к которой допускают только специалистов с высшим разрядом, часто требуется отдельное обучение. Чем выше профессиональный разряд сварщика, тем больше профессиональных возможностей и преимуществ он имеет.
- 3 разряд присваивается сварщику сразу после окончания обучения. Этот уровень подразумевает наличие знаний основных видов сварки и практических навыков выполнения простейших сварочных работ – обычно ручной и дуговой.
- 5 разряд позволяет делать сварку сложных узлов и деталей, а также элементов под давлением, работать с многопозиционным оборудованием и производить сварку вакуумно-плотных соединений.
- 6 разряд – показатель высочайшего класса и мастерства сварки, позволяет работать с деталями и сварочными техниками любой сложности, включая работу на газовых и нефтепроводах.
Преимущества профессии сварщика:
- Высокая востребованность профессии в различных отраслях и регионах;
- Возможность найти работу даже без опыта – молодых специалистов сразу после обучения охотно берут на работу в сфере ЖКХ;
- В случае высококлассных специалистов по сварке речь идет не просто о востребованности, но об острой нехватке профессионалов на рынке;
- Состоянием на 18 мая 2014 года в Москве зарегистрирована 1161 вакансия по запросу «электросварщик»;
- Средняя зарплата сварщика в Москве, согласно сервису Яндекс.Работа, составляет 37 000 рублей, однако на статистику влияет наличие вакансий на разовые работы, в реальности средний показатель выше – примерно 55000 рублей;
- Максимальные зарплаты для сварщиков предлагает нефтегазовая отрасль – они могут достигать 120 000 – 150 000 рублей в месяц;
- Ряд специалистов по сварочным работам имеет право на особые условия пенсионного обеспечения и дополнительный оплачиваемый отпуск.
Минусы профессии сварщика:
- Профессия электросварщика относится к опасным видам работ – ведь температура на кончике сварочного электрода может достигать 5000 градусов по Цельсию, что превышает температуру плавления любых существующих металлов.
- Условия труда сварщика могут быть тяжелыми, особенно при выполнении работ на высоте, в экстремальных условиях или под воздействием различных неблагоприятных погодных факторов;
- Из-за сильной яркости излучения электрической дуги сварка дает большую нагрузку на зрение, и может спровоцировать развитие болезни электроофтальми. Необходимо соблюдать все меры безопасности и защиты глаз, используя маску с затемнённым стеклом;
- Могут возникнуть другие профессиональные заболевания из-за попадания производственной пыли в дыхательные пути (бронхиальная астма, пневмокониоз).
Из-за вредных и опасных условий труда электросварщики, работающие в таких условиях не менее 80% времени, могут иметь право на дополнительный оплачиваемый отпуск ежегодно. Это право регулируется статьей номер 117 Трудового Кодекса РФ. Для определения соответствия условий труда указанным требованиям предприятие проходит специальную оценку условий труда (ранее – аттестацию). Согласно правилам, электросварщикам или электрогазосварщикам, работающим в помещениях (или других вредных условиях) полагается, помимо основного отпуска в 28 календарных дней, еще дополнительный отпуска в 14 календарных дней. В то же время сварщикам, работающим на наружных работах, к 28 дням основного отпуска добавляется 7 календарных дней дополнительного.
Федеральный Закон №173–ФЗ «О трудовых пенсиях в Российской Федерации» от 2001 года определяет право на досрочную трудовую пенсию по старости при работе с тяжелыми, опасными и вредными условиями труда. Список соответствующих профессий и отраслей устанавливается в соответствии со Списками №1 и №2, утверждёнными Постановлением №10 Кабмина СССР от 26 января 1991 года.
Согласно Списку №2 это право предоставляется:
- газорезчикам;
- электросварщикам ручной сварки и автоматических/полуавтоматических машин, выполняющим сварку в среде углекислого газа;
- газоэлектросварщикам, занятым на ручной и полуавтоматической сварке;
- некоторым другим специалистам по сварочным работам.
Право этих специалистов на досрочную пенсию действует, если они были заняты выполнением предусмотренных списками работ не мене, чем 80 % своего рабочего времени.
Представители этих специальностей могут выходить на пенсию по возрасту на 5 лет ранее общеустановленных условий. Досрочная трудовая пенсия в связи с вредными условиями работ назначается: женщинам в 50, а мужчинам — в 55 лет, в том случае, если они проработали в опасных/тяжелых условиях не менее 10 и 12,5 лет соответственно, а их общий страховой стаж составил не менее 20 и 25 лет. Электросварщикам ручной сварки и полуавтоматической сварки досрочная пенсия полагается без всяких дополнительных условий. Автоматическая/полуавтоматическая электросварка в аргонной среде права на досрочный выход на пенсию по Списку №2 не дает. Однако при работе в особо тяжелых/опасных условиях, льготный выход на пенсию может быть установлен согласно Списку №1, если сварщик работал на производствах, входящих в этот список.
Для начала самостоятельной трудовой деятельности специалистам по электродуговой и аргонодуговой сварке достаточно 3 квалификационного разряда, который можно получить при окончании краткосрочных профессиональных курсов. Учебный центр «101 курс» осуществляет полноценную теоретическую и практическую подготовку с нуля для рабочих специальностей по следующим направлениям:
- Курсы электросварщиков – 32 академических часа теории и 16 академических часов практики;
- Курсы электросварщиков-аргонщиков – 40 академических часов теории и 32 академических часа практики.
Выпускники получают свидетельство государственного образца с присвоением соответствующих квалификаций. При необходимости центр оказывает помощь в трудоустройстве. Дополнительно после обучения можно получить талон по технике пожарной безопасности и Аттестационное удостоверение сварщика.
Источник: http://101course.ru/articles/obzor-professii-svarshhik-elektrodugovoj-i-argonodugovoj-svarki.html
Сварка аргоном – выражение общепринятое, но принципиально неправильное. Аргоном никто ничего не варит, на то он и нейтральный газ. А вот сварка в аргоне, то есть в аргоновом облаке, является одной из самых эффективных современных методов работы с металлами. С аргоном варят сложные современные сплавы самого разного назначения.
Сварка аргоном – великолепная технология гибридного типа, позволяющая соединять самые капризные и устойчивые металлы: от огромных труб до маленькой отломившейся ножки бронзовой балерины. В аргонодуговых способах объединены преимущества двух классических методов: дугового электрического и газового. Технология сварки нержавеющей стали – лишь один пример из многочисленных способов сварочных работ в аргоновых облаках.
Юный сварщик никогда не станет классным мастером, если не будет вникать в теорию сварочного дела. Особенно, если это касается непростых технологий, к которым, безусловно, относится аргонная сварка.
Чтобы понять, что такое аргонодуговая сварка с ее особенностями и преимуществами, сначала нужно разобраться с физикой данного процесса. Для соединения металлических поверхностей их нужно нагреть. Нагрева без огня не бывает. А там, где огонь, там вступает в свои права кислород, находящийся в воздухе: происходит окисление. Сложные металлы или сплавы типа легированных сталей или цветных металлов окисляются намного сильнее, чем обычные металлы.
Окисление во время работы ни к чему хорошему не приводит: качество швов низкое с точки зрения прочности и долговечности из-за большого количества мельчайших пузырьков внутри. Ну а алюминий вообще варить невозможно – при нагревании он попросту горит в воздухе.
Главной задачей в технологии сварки аргоном становится защита сварочной рабочей ванны от газов и примесей. Здесь лучшими помощниками выступают инертные газы, которые выполняют роль защитной оболочки. Кроме аргона к инертным газам относится гелий, вполне соответствующий газ по всем параметрам. Но гелий дороже аргона, и по количеству расходуется намного больше. Расход аргона при сварке нержавейки, например, в разы меньше расхода гелия.
Кроме того, работа с гелием требует специальной защитной одежды для всех частей тела. Гелий в чистом виде в современных технологиях применяется редко. Чаще его используют в смесях для газовых лазеров. Здесь нужно упомянуть еще один инертный газ – азот, который используется в металлических работах с очень узкой специализацией – с азотом варят только медь. Главным и повсеместным инертным компонентом в гибридной технологии выступает Его Величество Аргон.
- Аргон значительно тяжелее воздуха, поэтому отлично вытесняет его из сварочной ванны, защищая, таким образом, зону плавления от ненужных газовых примесей.
- Будучи инертным веществом, не вступает в реакцию ни с какими другими элементами, в том числе со свариваемыми металлическими поверхностями.
- Об одном «аргоновом» нюансе нужно знать и помнить. При использовании тока обратной полярности аргон превращается в электропроводную плазму со всеми малоприятными последствиями.
Аргонно-дуговая сварка подразделяется на виды по уровню механизации работы:
- Ручной вариант выполняется сварщиком: и перемещение горелки, и подачу сварочной проволоки. В этом методе используются только неплавящиеся вольфрамовые электроды.
- Механизированная или полуавтоматическая: проволока подается машиной, а горелку держит сварщик. Популярнейший пример такого метода — сварка нержавейки полуавтоматом. Механизированная аргонодуговая сварка плавящимся электродом также относится к этой группе способов. Сварка нержавейки полуавтоматом в среде углекислого газа – еще одна новая узко специализированная технология в рамках этого вида сварочных работ.
- Автоматическая аргонодуговая сварка: автомат дистанционно управляется оператором и выполняет перемещение горелки и подачу проволоки. В последнее время все чаще встречаются машины — роботы, не требующие участия даже оператора. Сварка нержавеющих труб в основном производится с помощью роботов. Автоматическая аргонодуговая сварка неплавящимся электродом становится весьма распространенной технологией в промышленности.
Техника сварки аргоном подразумевает довольно широкий и разнообразный набор оборудования. Этого не нужно бояться, так как сварочные аппараты для аргонодуговой сварки со всеми сопутствующими причиндалами в виде универсальных наборов выпускаются серийно и стоят недорого.
Все оборудование для аргонно-дуговой сварки можно разделить на три группы:
- Специализированное оборудование производится для работ с заготовками одного типа.
- Специальноеоборудование для аргонной сварки обычно устанавливается на промышленных предприятиях и используется для заготовок одного типоразмера.
- Универсальное оборудование подходит для всех видов работ в аргоне, например, для сварки нержавеющей стали полуавтоматом.
Одним аппаратом для сварки аргоном вам не обойтись. Аргонная сварка требует целый пакет оборудования, понадобится целый список.
Не обязательно все покупать в магазине, большинство предметов из списка вполне можно сделать самостоятельно:
- Специальная горелка с вольфрамовым расходником.
- Основной и вспомогательный трансформаторы. В качестве основного может быть использован аппарат для дугового способа с напряжением до 70 В. Вспомогательный трансформатор нужен для электропитания коммутирующих устройств.
- Осциллятор подключается параллельно источнику питания. Он нужен, чтобы зажечь дугу при работе с неплавящимся вольфрамовым расходником с помощью подачи высокочастотных импульсов. В результате дуговой промежуток ионизируется. Если обычная сетевая частота насчитывает 55 Гц и напряжение в 220 В, то после преобразования осциллятором частота и напряжение поднимаются до 500 кГц и 6000 В соответственно.
- Контактор для подачи напряжения на горелку.
- Реле для включения и отключения контактора и осциллятора.
- Вольфрамовые электроды с проволокой соответствующего диаметра.
- Аргоновый баллон, оборудованный редуктором.
- Выпрямитель для получения постоянного тока с напряжением 24 В.
- Амперметр для измерения силы тока.
- Таймер для контроля времени обдува аргоном.
- Клапан электро-газовый для подачи постоянного или переменного тока в 24 или 220 В соответственно.
- Фильтрдля контроля высоковольтных импульсов из осциллятора.
- Аккумулятор для последовательного включения в электрическую цепь с целью стабилизации переменного тока.
Прогресс не стоит на месте, сварка аргоном в том числе.
Для возможности работать с более толстыми краями свариваемых металлов и повышения производительности в последнее время в технологии сварки аргоном внесены усовершенствования:
- Специальная горелка для использования сразу нескольких вольфрамовых электродов для получения высококачественного шва на высокой скорости.
- Приспособление для нагреванияприсадочной проволоки.
- Пульсирующий ток для периодических пауз его поступления, во время которых металл кристаллизуется. Если движение дуги синхронизировать с импульсами тока, плавка получается эффективной по всех положениях в пространстве.
Инверторный способ – самый востребованный вид аргонодуговой технологии. Он применяется и в промышленных целях, и в домашнем обиходе. Инвертор для аргонодуговой сварки – тип аппарата дуговой сварки, который преобразует ток из постоянного в переменный. Дополнительным преимуществом является его способность к адаптации к скачкам напряжения источника электричества.
Инверторный аппарат аргонодуговой сварки компактный, нетяжелый, надежный и прекрасно подходят для сварочных работ где угодно – хоть на производстве, хоть в домашних условиях. Еще одним незаменимым преимуществом инвертора является возможность обучения на нем новичков.
Если говорить в общем, то работать с инвертором по аргону проще и удобнее, чем с другим оборудованием для сварки нержавейки: нужно только двигать горелкой вдоль шва. Если соблюдать все технологические требования, шов получается узким и ровным. Без присадочной проволоки такие швы тоже можно делать, но в этом случае требуется очень плотное соединение краев заготовок.
Задачи горелки – подача электроэнергии и создание газовой защиты. Верный выбор горелки так же важен, как и выбор правильных расходников. В аргонодуговой технологии используется специальная горелка с неплавящимся вольфрамовым электродом: аргоновая сварка нержавейки производится только таким способом.
Вот технические свойства горелки, по которым ее нужно выбирать:
- допустимое значение сварочного тока или мощность;
- тип охлаждения горелки при сильных и слабых токах;
- длина электрического кабеля;
- наличие керамического сопла и фиксатора вольфрамового электрода;
- универсальность горелки – способность подключаться к разным сварочным аппаратам.
Этапы процесса работы горелки:
- Включается все сразу: подача газа на горелку, циркуляция охлаждающей жидкости, сам сварочный аппарат.
- Как только образуется защитный слой из аргона, поджигается дуга, происходит разогрев заготовок до температуры плавления, присадочная проволока помещается в образовавшуюся рабочую ванну.
- Перемещение присадочной проволоки и вольфрамового электрода вдоль шва.
В основном это ручная аргонодуговая сварка неплавящимся электродом. Со сплавами типа нержавеющей стали и химически активными металлами — алюминием, титаном и магнием работают только с неплавящимися вольфрамовыми электродами.
Сварка нержавейки аргоном, например, отличается тем, что во время плавления этих металлов и нагревании воздуха окисление происходит сильнее и быстрее, чем с заготовками их других материалов. Применяется в основном для ручных типов работ. Для сварки нержавейки полуавтоматом также применяются горелки такого вида.
В состав горелки входят электрод, который закреплен в токоподводящей цанге, керамическое сопло для направления аргоновой струи и системы воздушного или водяного охлаждения. Тип электрода по диаметру зависит от величины тока в сварочном процессе.
Брызг металла при этом способе нет, поэтому вместе с керамическими соплами используются проницаемые для газа сетчатые линзы для получения равномерного плавного потока газа. Аргонодуговая сварка неплавящимся электродом – один из самых распространенных методов непромышленной сварки.
Чаще используется в автоматической или полуавтоматической аргонной сварке. Дуга в этом случае подается между концом сварочной проволоки и заготовкой. Системы охлаждения могут быть жидкостными и воздушными. Требования к соплу практически такие же, как к горелкам с неплавящимися электродами.
Порядок действий при ручной аргонодуговой сварке:
- Тщательно очистить поверхности от грязи, масел и окислов – хоть химически, хоть механически. Не пренебрегать качеством очистки: сварка не любит грязи.
- За 20-ть секунд включить подачу газа. Взять в правую руку горелку, в левую – проволоку. Горелку с электродом держать как можно ближе с поверхности. При включении тока возникает дуга между электродом и металлом.
- Горелку проводить вдоль шва с постепенной подачей присадочной проволоки без каких-либо поперечных движений. Если подавать проволоку быстро, металл будет разбрызгиваться. Присадочную проволоку лучше вести впереди горелки под углом к металлической поверхности.
- Дуга должна быть максимально короткой, в этом случае шов получится глубоким, узким и эстетичным на вид. Особенно это касается сварки, в которой используется неплавящийся вольфрамовый электрод.
- Тщательно следить, чтобы горелка и проволока находились в зоне защиты газа.
- Заварку кратера проводить с понижением напряжения, не обрывать дугу. Подачу аргона останавливать через 15 секунд после окончания сварки.
К выбору режима подходим с чувством и толком, от него качество шва зависит в высокой степени.
- Ток: направление и полярность. Выбор зависит от свариваемых металлов. Большинство стальных сплавов варятся с полярным постоянным током: технология сварки нержавейки полуавтоматом, например. Или сварка труб из нержавеющей стали. Цветные металлы, алюминий и магний лучше варить с переменным током на обратной полярности.
- Расход аргона зависит от двух факторов: скорости его подачи и условий внешней среды. Если работа проходит вне помещений при сильном, особенно боковом, ветре, то и расход будет значительным.
- Как ни странно, но в аргоновую газовую смесь добавляют кислород – не выше 5%. Дело в том, что кислород в таких малых дозах помогает в очистке от вредных примесей – в реакции с кислородом они попросту сгорают.
При всей сложности технологии аргонодуговой сварки по госту со множеством технических условий, ее можно осуществлять и дома. Обязательным условием для этого является инверторный аппарат, который в некоторых случаях можно заменить трансформаторным аппаратом. В дополнение понадобятся баллон с аргоном, редуктор, маска. Все это прекрасно, но покупные аргоновые сварочные аппараты дорогие, а дома чаще всего нужно произвести работу в небольшом объеме.
- Источником тока в домашнем сварочном наборе выступает трансформатор.
- Источником аргона будет баллон с элементами подачи: клапанами и редукторами.
- Осциллятор нужен для поджигания дуги высокочастотным импульсом.
Самодельный аргоновый сварочный аппарат можно сделать с помощью следующих инструментов:
- болгарка, электродрель, сварочный аппарат;
- ножовка по металлу; отвертка, плоскогубцы, гаечные ключи;
- напильник, набор для резьбы, нож, штангенциркуль, микрометр;
- вольтметр, амперметр, тестер, микрометр.
Вторым по важности элементом является газовая горелка. Корпус лучше сделать из латуни, сопло – из меди. Прокладку между соплом и корпусом соорудить из резины, стойкой к высоким температурам. Медная трубка для подведения аргона проводится через отверстие в корпусе с плотной запайкой шва. Эта же медная трубка будет служить проводником тока к электроду. Ручка крепится гайками, а изготавливается из эбонита. Штуцер с дросселем на резьбе крепится на конце медной трубки.
Электрод из вольфрама нужно заточить под углом в 45°. Примерная длина электрода 25 – 30 см. Следует отметить, что аргонная технология дома – задача трудоемкая и непростая. Так что решение должно приниматься в формате «стоит ли овчинка выделки». Иными словами, так ли много у вас сварочных дел по дому, чтобы заняться сборкой самодельной системы аргонодуговой сварки? Сварочные аппараты для ручной дуговой сварки в продаже есть, с самым широким ценовым диапазоном.
Сварить алюминий без аргона невозможно, это факт. Этот металл – один из самых сложных и одновременно один из самых распространенных в быту. Сложность работ с ним объясняется молниеносным образованием пленки оксида на поверхности при малейшем контакте кислорода.
Пленка эта не простая, она плавится при температуре, намного превышающей температуру плавления самого алюминия. Аргон и здесь выручает, выступая в качестве препятствия окислению, вытесняя кислород из сварочной рабочей ванны. В этом случае присадочная проволока из алюминия плавится без проблем, формируя качественный шов.
Ток используется только переменный. В случае тока обратной полярности температура плавления значительно повышается за счет особой катодной очистки оксидной пленки. При высокой температуре разрушается даже тугоплавкий вольфрам в электроде. При токе прямой полярности оксидная пленка не пробьется, но дуга получится стабильной и короткой. В итоге качество шва зависит от переключения полярности.
Постоянный ток в работе с алюминием теоретически возможен и даже иногда применяется. Но этот метод требует использования другого инертного газа – чистого гелия, а он стоит намного дороже аргона. Да и сам способ работы с постоянным током сложнее технически. Подготовкой алюминиевых заготовок к процессу плавления пренебрегать нельзя, так как качество шва напрямую зависит от состояния поверхностей перед работой.
Очистку нужно проводить по следующим пунктам:
- обезжиривание поверхности растворителем;
- зачистка поверхности от оксидной пленки механическая или химическая;
- полное высыхание очищенных поверхностей.
Медь имеет высокую коррозионную устойчивость, а также чрезвычайно устойчива в агрессивных средах. Для работы с ней лучше использовать аргон высшего сорта или его смесь с гелием при условии большей доли аргона. Электроды – вольфрамовые, допускаются как плавящиеся, так и неплавящиеся, ток постоянный.
Если медные заготовки толще 4-х мм, необходим предварительный нагрев до 800°С. В качестве присадочной проволоки используются прутки из меди или медно-никелевого сплава. Дуга в медной сварке отличается отличной устойчивостью.
Медь обладает высокой теплопроводностью, поэтому кромки металла нужно обязательно разделывать. При толщине не выше 12 мм будет достаточно односторонней разделки, для более толстых кромок нужна двусторонняя обработка.
Недостатки аргонной технологии перечислить легко из-за их малочисленности:
- Непростое оборудование, требующее точной настройки.
- Метод требует практического опыта и поэтому недоступен новичкам. Но опыт – дело наживное, так что данный пункт можно назвать транзитным.
- Высокое качество шва без примесей в результате эффективной защиты от воздействия вешней среды.
- Возможность варить заготовки самых разных, в том числе сложных, конструкций без их деформации. Это возможно из-за умеренного нагрева металла.
- Возможность варить однородные и разнородные металлы и сплавы, которые не поддаются сварке ни с одним другим способом сварки.
- Высокий темп работы вследствие использования дуги с высоким температурным режимом.
Желаем стабильного тока, ровной горелки и хороших заказов.
Источник: http://tutsvarka.ru/vidy/svarka-argonom
Аргонная сварка является незаменимым методом, с помощью которого можно создавать неразъемные соединения изделий из цветных металлов, титана, нержавеющей стали и других сплавов. К тому же, данный вид сварки отличается хорошим качеством шва и высокой производительностью. Универсальные возможности аргоновой сварки привлекают и домашних мастеров. Но данное оборудование имеет высокую стоимость, и для домашнего использования практически не покупается. Поэтому все больше мастеров начинают задумываться о изготовлении агрегата аргонной сварки своими руками.
Аргоновая сварка немного напоминает обыкновенную дуговую, но для защиты сварочной ванны в ней используется защитный газ — аргон. Данный инертный газ имеет ряд присущих только ему свойств.
- Поскольку аргон тяжелее воздуха на 38%, он хорошо проникает в сварочную ванну и защищает ее от газов, находящихся в атмосфере. Благодаря этому сварочный шов получается без образования оксидной пленки, что улучшает качество соединения.
- Аргон присутствует в воздухе, поэтому он является побочным продуктом, образующимся при получении кислорода и азота из атмосферы, и является самым недорогим среди защитных газов для сварки.
Процесс сварки в среде аргона происходит по следующему принципу. Буквально за 1 секунду до розжига дуги в горелку подается аргон. Сварщик подносит электрод к детали, приготовленной для соединения, и нажимает кнопку включения. Но поскольку для розжига дуги в среде защитного газа требуется его высокая ионизация, то в работу вступает осциллятор.
Осциллятор — это прибор, вырабатывающий высокочастотные и высоковольтные импульсы, способные ионизировать газ и зажечь дугу между электродом и заготовкой.
После розжига дуги в место соединения деталей подается присадочная проволока вручную или в автоматическом режиме. Детали свариваются за счет плавления присадки, металл которой попадает на расплавленные кромки соединяемых заготовок.
Традиционно под аргоновой сваркой подразумевают соединение металлов с помощью неплавящегося вольфрамового электрода, создающего дугу, и присадки в виде металлического прутка или проволоки. Данный тип сварки имеет международное обозначение “TIG”.
Применяется аргонная сварка в следующих сферах.
- Каркасное строительство. Сварные швы способны выдерживать постоянные нагрузки.
- Стыковка труб как стальных, так и из цветных металлов, в том числе труб из различных сплавов.
- Соединение разнородных металлов.
- Сращивание практически любых металлов между собой: титана, меди, алюминия, нержавейки, бронзы, латуни, чугуна и т.д. Особенно это важно для автомобилестроения.
- Изготовление декоративных и ювелирных изделий.
Чтобы собрать оборудование для аргоновой сварки, потребуются следующие элементы:
- сварочный аппарат постоянного тока или инверторного типа;
- осциллятор;
- блок защиты инвертора;
- горелка;
- баллон с аргоном;
- газовый редуктор;
- газовый шланг;
- сварочные кабели.
В качестве источника тока для TIG сварки можно взять обычный сварочный трансформатор и на его выходе приспособить диодный мост для выпрямления тока. Также можно использовать сварочный выпрямитель. Но для обоих типов аппаратов потребуется добавить еще и осциллятор, который будет способствовать бесконтактному розжигу дуги.
На просторах интернета можно прочитать, что проще всего сделать аргонную сварку из инвертора. Но здесь имеется несколько нюансов. Существуют инверторы, в которых уже встроена возможность для TIG сварки. В таком случае достаточно подсоединить к аппарату рукав с горелкой для аргоновой сварки, подсоединить шланг к баллону с аргоном, и агрегат готов к работе. Но сначала нужно переключить его в режим TIG и выставить необходимую силу тока.
Следует заметить, что в таких инверторах уже встроен осциллятор и необходимая защита.
Инверторы без встроенной функции TIG сварки использовать для этой цели не получится. Даже если к нему подключить внешний осциллятор, то инвертор просто сгорит. Чтобы этого не произошло, понадобится небольшая переделка инвертора, которая заключается в добавлении в его схему блока защиты. Данный блок можно собрать вместе с осциллятором на одной плате и поместить ее в отдельный корпус. Получится небольшая приставка к инвертору.
Как уже говорилось выше, для сварочного инвертора потребуется специальная приставка для TIG сварки. Ее можно собрать своими руками по схеме, предоставленной ниже.
Данная схема включает блок защиты (расположен слева) и осциллятор. Последний можно приобрести в Китае или собрать самостоятельно. Как собирается приведенная выше схема, можно узнать, посмотрев это видео.
Для аргоновой сварки используется специальная горелка, состоящая из керамического сопла и держателя вольфрамового электрода.
Также на горелке расположены кнопка пуска и вентиль для подачи газа. Горелку можно собрать из комплектующих, которых достаточно на китайских сайтах, или там же купить уже готовую (собранную).
В целях безопасности все баллоны с газом принято окрашивать в разные цвета и наносить на них надписи тоже различных цветов. Ниже приведен рисунок, на котором показаны все разновидности газовых баллонов с соответствующей их содержимому маркировкой и цветом.
Как видно из рисунка, для аргона используют баллоны черного цвета (с белой полосой) либо серого цвета (с зеленой полосой и надписью). Для TIG сварки применяют очищенный аргон. Поэтому понадобится приобрести баллон серого цвета с зеленой надписью “Аргон чистый”.
Совет! Для профессионального использования используются баллоны емкостью около 50 литров, имеющие большой вес. Но для бытового использования будет достаточно баллона на 10 литров, который можно перемещать самостоятельно.
Поскольку газ в баллоне находится под большим давлением, то чтобы подать его на горелку, потребуется редуктор. Данный прибор показывает давление в баллоне и позволяет регулировать скорость потока газа по шлангу, ведущему к горелке.
Редуктор должен подбираться строго под определенный газ, то есть в данном случае – под аргон. Обычно прибор имеет такой же цвет, как и баллон с газом.
Если собирать рукав для аргоновой сварки самостоятельно, то он получится толстым и плохо гнущимся, поскольку в него нужно поместить электрический кабель и газовый шланг. К тому же, потребуется отдельно приобретать разъемы для подключения к горелке и к инвертору (если использовать инвертор с возможностью TIG сварки). Готовый рукав для аргоновой сварки можно купить там же, где и горелку.
Сборка оборудования для аргоновой сварки из инвертора достаточно проста.
- Подключите к инвертору защитный блок с осциллятором согласно схеме, приведенной выше.
- Кабель массы необходимо подсоединить к клемме осциллятора со знаком “+“. Кабель, который идет к горелке, подключается к клемме со знаком “-”. Для сварки алюминия кабели подключаются наоборот.
- Подсоедините к рукаву с кабелем и газовым шлангом горелку.
- Прикрутите к баллону с аргоном редуктор.
- Газовый шланг необходимо подсоединить к редуктору, установленному на баллоне с аргоном.
- Подключите инвертор к сети 220 В, а осциллятор к блоку питания на 6 В.
После этого собранный своими руками сварочный аппарат TIG будет готов к работе. Но предварительно его следует правильно настроить.
Самодельная установка для аргоновой сварки требует следующих настроек.
- Заточите вольфрамовый электрод на точиле, чтобы он стал похож на иглу. Делается это для того, чтобы дуга концентрировалась на конце иглы и не “гуляла” в разные стороны.
- Возьмите горелку и установите в нее вольфрамовый электрод. Диаметр электрода должен соответствовать цанге, в которой он закрепляется.
- Откройте вентиль на горелке и отрегулируйте необходимую скорость потока аргона с помощью редуктора (будет достаточно расхода 12-15 л/мин.), после чего снова закройте вентиль на горелке.
- Включите осциллятор и поднесите горелку с электродом к металлу, к которому подключен кабель массы.
- При нажатии кнопки включения между металлом и электродом на расстоянии около 0,5 мм должна появиться дуга.
- Включите подачу газа и снова нажмите на кнопку. В этом случае дуга должна поджигаться уже на расстоянии 10 мм и более.
После проведения вышеописанных несложных настроек можно сказать, что аппарат c функцией TIG полностью готов к работе.
Источник: http://tehnika.expert/dlya-remonta/svarochnyj-apparat/argonnaya-svarka-svoimi-rukami.html
Вам наверняка знакома проблема качественной сварки особых типов металла, например, алюминия, меди или цветных металлов. При стандартной электросварке с помощью электродов у вас не получится сварить надежный шов, это связано с особенностями металла и его свойствами. В таких случаях опытные мастера ищут другой способ сварки, и их выручает сварка в среде аргона.
Что такое аргонная сварка и каков принцип работы? Какие плюсы или минусы есть у такого метода сварки и как правильно сварить металл аргоном? В этой статье мы ответим на все интересующие вас вопросы.
Аргонно-дуговая сварка — что это такое? Как работает аргонная сварка? Это, по сути, такая же сварка, как и все остальные, отличие заключается лишь в том, что процесс производит в аргоновой среде. Аргоновая среда — это газовый поток, который направляется в сварочную зону во время сварки. Ниже вы можете видеть схему сварки с применением аргона. Аргон, как и любой другой газ, выполняет при сварке защитную функцию: препятствует окислению металла, улучшает качество шва и ускоряет работу. Аргон для сварки, направляемый в сварочную зону, образует своеобразные «Купол», не позволяя кислороду негативно влиять на качество шва.
Можно варить аргоновой сваркой различные особые металлы, например, титан. В работе можно использовать плавящиеся и неплавящиеся электроды, проволоку из вольфрама. Вольфрамовая проволока зачастую используется при сварке разнородных металлов. Сварка осуществляется как в ручном, так и в автоматическом режиме.
Ручная сварка в аргоне (РАД сварка) — это самый распространенный и недорогой вид аргоновой сварки. Если выбрана РАД сварка, то желательно использовать неплавящийся электрод. Есть автоматическая сварка аргоном с применением плавящего и неплавящегося электрода (маркировка ААДП и ААД, соответственно). Мы не будем утверждать, что ручная сварка лучше автоматической или наоборот. В конечном итоге, каждый сварщик сам для себя решает, какой метод для него предпочтительнее при выполнении тех или иных работ.
Для аргонной сварки используется несколько типов сварочного оборудования. Это может быть ручной способ, когда мастер своими руками держит горелку и подает проволоку в сварочную зону или усовершенствованный ручной способ, когда проволока подается с помощью специального прибора.
Также есть оборудование, с помощью которого осуществляется автоматическая сварка аргонодуговая. Горелка и проволока подаются в сварочную зону в автоматическом режиме, порой сварщику даже не нужно следить за этим процессом, его может заменить специальный оператор. На дорогих производствах может использоваться роботизированное оборудование, не требующее присутствия человека. В аппарат заранее загружают программу, по которой робот выполняет сварку.
Теперь перейдем к делу. Мы расскажем вам, как варить аргоновой сваркой, чтобы работа получилась качественной и долговечной.
Что нужно для правильной сварки? Конечно, немного теории и много практики. Теорию мы вам расскажем, а вот практику придется выполнять самостоятельно. Чем больше вы будете практиковаться, тем быстрее сможете приступить к выполнению серьезной работы. А пока давайте узнаем, какова технология аргонодуговой сварки и что нужно учесть, чтобы не наделать ошибок.
Прежде всего, нужно тщательно очистить и обезжирить стыки свариваемых деталей. Даже если визуально нет никаких загрязнений или коррозии, нужно все равно очистить поверхность металла. Во время работы старайтесь сокращать длину сварочной дуги. Дело в том, что длинная дуга формирует широкий неглубокий шов. Качество такого соединения оставляет желать лучшего.
Поэтому при работе с неплавящимся электродом постарайтесь сделать дугу как можно короче, приближая стержень к поверхности металла. Но этого может быть недостаточно для того, чтобы шов получился узким и глубоким. Двигайте электрод продольно, не отклоняясь в сторону и не выполняя поперечные движения. Именно по этой причине у сварщика должна быть «твердая рука» при сварке аргоном, иначе малейшее отклонение может привести к ухудшению качества сварного соединения.
Присадочную проволоку и электрод следует располагать только в сварочной зоне. Если вы будете постоянно отводить стержень или проволоку в сторону, то нарушите защитные свойства аргона и в сварочную ванну проникнет кислород. Проволоку стоит подавать плавно и равномерно, избегая резкой подачи. В противном случае металл будет сильно разбрызгиваться и ухудшит качество сварки.
Многим мастерам (особенно начинающим) по началу трудно понять, с какой скоростью подавать проволоку. Увы, не существует какой-то единой нормы, которая решит эту проблему. Все познается с опытом, так что экспериментируйте. Проволока для присадки должна подаваться под углом и перед стержнем. Эти требования обязательны. Их несоблюдение приводит к формированию неровного шва и усложняет сварочный процесс.
Также не рекомендуется резко начинать или заканчивать процесс сварки, поскольку в сварочную зону гарантировано попадет ненужный кислород. Мы рекомендуем на протяжении 20 секунд подавать в сварочную зону газ для аргоновой сварки и только затем приступать к работе. Если вы планируете окончить сварку, то сначала уберите проволоку, затем выключите горелку. Этот процесс должен занимать около 10 секунд. Также при окончании сварки снизьте силу тока. Если вы этого не сделаете, а просто уберете проволоку и горелку, то кислород попадет в сварочную зону.
Как видите, сварка аргоном требует большого терпения и хотя бы минимального опыта. Вы можете оценить свою работу, пользуясь показателем проплавленности. Осмотрите шов, который вы сделали: он не должен иметь округлую выпуклую форму. Если шов выглядит так, то это значит, что он не проплавлен. Таким незамысловатым способом можно проверить качество шва и оценить его прочностные характеристики. Конечно, такой метод не заменить полноценный контроль качества с помощью приборов, но вы уже на начальном этапе сможете увидеть недостатки своей работы.
Теперь, когда мы разобрались, как работает аргонная сварка, подробнее остановимся на выборе режима. От этого также сильно зависит качество сварного соединения. Чтобы правильно подобрать режим, нужно много практиковаться и внимательно изучать теорию. Мы собрали несколько советов по правильному выбору режима сварки и надеемся, что они помогут ускорить ваше обучение.
Итак, режим сварки — это, по сути, выбор полярности и направления тока. Выбор режима сварки зависит от индивидуальных характеристик металла (или металлов), который нужно сварить. Если нужно сварить стальные металлоконструкции, то установите прямую полярность и постоянный ток. Если нужно сварить алюминий и его сплавы — постоянный ток и обратную полярность.
Также важно правильно настроить силу тока. Этот параметр настраивается исходя из толщины металла, диаметра электрода и установленной вами полярности. Все эти параметры взаимосвязаны. Многие мастера узнают практическим путем, какое значение силы тока нужно установить для выполнения конкретных задач. Но мы рекомендуем для начала воспользоваться специальными таблицами, одну из которых вы можете видеть ниже.
Ранее мы говорили, что качественный шов получается в случае, если дуга короткая. То же самое касается и напряжения дуги. Кстати, не забывайте о расходе газа в аргоновой среде. Если вы работаете на производстве, то вам нужно будет следить за этим показателем. Чтобы сократить расход лучше создавать ламинарное течение газа. Ламинарное течение — это когда газ движется равномерно, не перемешивается и не пульсирует.
- Нет необходимости сильно нагревать стыки, поэтому детали не деформируются под действием высокой температуры.
- Газ аргон для сварки называют инертным, а это значит, что тяжелее воздуха, так что при соблюдении технологии кислород не проникнет в сварочную зону.
- Дуги высокая тепловая мощность, поэтому при должном опыте работа проводится быстро и качественно.
- Несмотря на множество нюансов, процесс сварки не такой сложный, как кажется, и ему можно быстро обучиться.
- Можно сварить металлы, которые при других типах сварки не соединяются.
- Не рекомендуется проводить сварку на открытом воздухе, если на улице сильный ветер. Часть газа улетучивается, из-за чего сварочный шов становится менее качественным. Проводите сварку в закрытом цеху или гараже и с принудительной вентиляцией.
- Новичкам первое время трудно правильно настроить оборудование и вести дугу.
- Если планируется использование высокоамперной сварочной дуги, то нужно заранее продумать, как вы будете охлаждать шов.
Теперь вы знаете, что такое аргоновая сварка и как внедрить ее в свою рабочую практику. Аргонодуговая сварка обладает очень важным преимуществом — она позволяет соединять детали, которые в других условиях соединить просто невозможно. А такая необходимость может возникнуть не только на крупном производстве, но и дома или на даче (например, при сварке труб). Но помните: теория без практики не работает. Постарайтесь как можно больше отработать навыки на тестовых образцах до того, как приступите к более серьезным задачам. Расскажите о своем опыте сварки аргоном в комментариях и делитесь этим материалом в социальных сетях. Желаем удачи!
Источник: http://svarkaed.ru/svarka/vidy-i-sposoby-svarki/gazovaya-i-gazozashhitnaya-svarka/osobennosti_svarki_argonom.html
 Применение инертных газов в технологии электродуговой сварки повышает качество соединений и расширяет круг свариваемых металлов. Аргон относится к наиболее употребительным инертным газам в силу ряда присущих ему свойств:
Применение инертных газов в технологии электродуговой сварки повышает качество соединений и расширяет круг свариваемых металлов. Аргон относится к наиболее употребительным инертным газам в силу ряда присущих ему свойств:
- Не реагирует с расплавленным металлом и не растворяется в нем;
- Аргон тяжелее воздуха на 38%, благодаря чему вытесняет его из области сварки, надежно защищая сварочную ванну от воздействия атмосферы;
- Содержится в атмосферном воздухе, поэтому является самым дешевым инертным газом.
Развитие инверторных технологий и их широкое внедрение в процесс производства сварочного оборудования, позволили сделать доступным широкому потребителю целый ряд устройств, ранее являющихся сугубо профессиональными.
В данной статье будут рассмотрены аспекты выбора инверторных аппаратов для электродуговой сварки в защитной аргоновой среде.
Сварочный инвертор аргонно дуговой сварки — это аппарат для выполнения неразъемных электросварных соединений металлических деталей с использованием аргона, выполняющего функции защитного газа.
С точки зрения автоматизации процесса, режим аргоновой сварки может осуществляться:
В технологическом аспекте, работа может выполняться:
- С применением плавящегося электрода;
- Посредством неплавящегося электрода.
По сложившейся традиции, когда говорят об аргоновой дуговой сварке, подразумевают ручную TIG – сварку. В этой технологии используется тугоплавкий вольфрамовый электрод и присадочный пруток, который подается к месту сварки вручную. Соединение деталей осуществляется за счет расплавления кромок свариваемого материала и присадочного прутка.
 Фото 1. Комплект для аргоновой дуговой сварки
Фото 1. Комплект для аргоновой дуговой сварки
На фото 1 изображен аппарат аргонно дуговой сварки с комплектом аксессуаров, в состав которого обычно входят:
- Собственно аппарат, заключенный в корпус;
- Газовая горелка, служащая для удержания вольфрамового электрода и подачи аргона в область сварки;
- Набор сменных сопел и электродов разного диаметра для работы с металлами и сплавами разной толщины и состава. На фото 2 представлены электроды;
- Комплект на фото содержит также держак для штучного электрода. Большинство аппаратов этого класса поддерживают возможность выполнения ручной дуговой сварки (ММА);
 Фото 2. Вольфрамовые электроды для работы с различными металлами
Фото 2. Вольфрамовые электроды для работы с различными металлами
На лицевой панели аппарата располагается цифровой индикатор тока, органы управления параметрами режима сварки, разъемы для подключения горелки, держака и проводов дистанционного управления.
Источником сварочного тока служит инверторный преобразователь. Инвертором называется устройство, которое, питаясь постоянным током, на выходе формирует переменное напряжение определенной частоты.
Блок питания аппарата функционирует следующим образом: после включения устройства в однофазную или трехфазную сеть, переменное сетевое напряжение выпрямляется. Выпрямленное напряжение поступает на вход инвертора, который осуществляет его преобразование в переменное. Напряжение на выходе инвертора имеет значительно более высокую частоту, чем исходное сетевое. Это свойство является ключевым, и определяет основные преимущества применения инвертора вместо традиционного трансформаторного блока питания.
Трансформация переменного напряжения высокой частоты осуществляется импульсным трансформатором, имеющим очень малые размеры в сравнении с обычным, работающим на промышленной частоте. Далее, пониженное до необходимого уровня высокочастотное напряжение выпрямляется. Для сглаживания пульсаций применяются фильтровые конденсаторы, емкость которых, и, соответственно, габариты, также значительно уменьшаются с ростом частоты тока. Эти факторы определяют компактность и малый вес инверторных аппаратов.
Наиболее распространенным направлением применения аргоновой сварки является сваривание алюминия. Кроме этого, данная технология позволяет качественно соединять детали из титана, нержавеющей стали, чугуна, цветных и черных металлов. При использовании данного метода для соединения металлов, традиционно свариваемых ручной электродуговой сваркой плавящимся электродом, отмечается значительно более высокое качество сварного шва. К тому же шов сразу получается чистым и не требует механической обработки. На фото 3 продемонстрировано соединение обычных стальных труб аргоновой дуговой сваркой.
 Фото 3. Сварка аргоном стальных труб
Фото 3. Сварка аргоном стальных труб
Выбирая инвертор аргонно дуговой сварки, следует ориентироваться на те задачи, которые предполагается решать с его помощью. В первую очередь нужно обратить внимание на технические характеристики выбираемого аппарата.
Максимальное значение тока сварки. С этого параметра следует начинать выбор, так как он в большой степени определяет возможности инвертора. От величины сварочного тока зависит толщина и состав сплава, с которым может работать данный экземпляр.
Например, если предполагается сваривать алюминий, для определения необходимого тока можно ориентироваться по таблице 1. Сварка алюминиевых сплавов осуществляется на переменном токе.
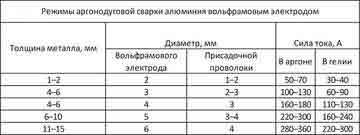 Таблица 1. Режимы аргонодуговой сварки алюминия
Таблица 1. Режимы аргонодуговой сварки алюминия
Сварка стальных сплавов производится с применением постоянного тока сварки. Определить требуемый ток при этом можно по таблице 2.
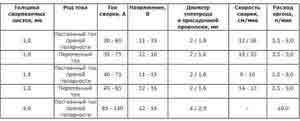 Таблица 2. Режимы аргонодуговой сварки стальных листов
Таблица 2. Режимы аргонодуговой сварки стальных листов
Продолжительность нагрузки. Иногда называется продолжительностью включения. Измеряется в процентах. Эта характеристика показывает, какую часть десятиминутного цикла аппарат может работать в режиме сварки. При выборе конкретной модели нужно учесть предполагаемую загрузку агрегата.
Заниженное значение этого параметра приведет к увеличению времени выполнения сварочных операций, так как придется часто прерывать сварку для охлаждения инвертора.
Аппарат, обладающий повышенным значением этой характеристики, может иметь слишком высокую цену.
Напряжение питания. Как любой подобный преобразователь, инверторный аргонный сварочный аппарат выпускается в однофазном или трехфазном варианте. Здесь нужно учесть возможности своей электросети. Трехфазные инверторы обладают лучшими характеристиками. Аппараты профессионального назначения с большими токами сварки, как правило, производятся в трехфазном варианте.
Наличие регулирования режимов. Выбирая сварочный аргонно дуговой инвертор, не лишним будет обратить внимание на наличие некоторых специальных функций, делающих процесс сварки еще более простым и удобным.
Приведем перечень основных функциональных установок:
- Возможность варить как постоянным, так и переменным током. На аппарате должно быть написано «TIG AC DC»;
- Наличие осциллятора, обеспечивающего бесконтактное зажигание дуги;
- Регулируемая продувка газа непосредственно перед сваркой и сразу после нее;
- Функция регулирования нарастания и спада сварочного тока;
- Функции «Hot start» и «Anti stick». Первая обеспечивает розжиг дуги при высокой температуре электрода, вторая препятствует залипанию электрода при коротком замыкании.
Оценка общей функциональности аппарата. Осуществляя выбор, человек слабо знакомый с современной сварочной техникой, должен знать, что инвертор, являющийся «сердцем» современного сварочного аппарата любого назначения, устройство очень гибкое и весьма универсальное. Эти свойства инвертора используют производители, выпуская изделия расширенного назначения.
Потенциальный покупатель обязательно должен знать, что существуют аппараты, способные выполнять все виды сварочных работ – ручную сварку (ММА), полуавтоматическую (MIG, MAC), а также рассмотренную нами TIG. То есть, возможны варианты, когда практически за ту же цену, вместо монофункционального аппарата, можно приобрести устройство «три в одном».
Специфическими чертами описываемой в этой статье технологии аргоновой дуговой сварки, отличающими ее от других сварочных технологий, являются:
- Использование инертных свойств аргона для обеспечения защиты расплавленного металла от окисляющего воздействия кислорода воздуха;
- Применение специфического неплавящегося вольфрамового электрода;
- Необходимость использования специальных присадочных прутков, расплавляемых в процессе сварки и подбираемых индивидуально к каждому свариваемому материалу.
Преимущества, которыми обладает TIG – технология, могут быть сформулированы следующим образом:
- Узкая локализация электрической дуги, обеспечивающая относительно малый нагрев детали и возможность более тонкого выполнения работы;
- Надежное вытеснение атмосферного воздуха из зоны сварки, благодаря физическим и химическим свойствам аргона;
- Относительно высокая скорость производства работ;
- Простота освоения процесса сварки даже неподготовленным человеком;
- Идеальный сварной шов, не требующий отбивания шлака;
- Широкий спектр свариваемых материалов;
- Уменьшенное выделение в атмосферу вредных веществ.
В заключение можно добавить, что аргоновый сварочный аппарат-инвертор, являющийся продуктом высоких технологий, способен выполнять самые сложные технологические задачи на ответственных участках производства. Весьма полезным применение данной технологии может оказаться в быту и в мелких хозяйствах частных предпринимателей.
Источник: http://voltobzor.ru/apparat-argonno-dugovoj-svarki-osobennosti-i-kriterii-vybora/
Аргонодуговая сварка (иначе называемая сварка вольфрамовым электродом в среде защитных газов) представляет собой мощную дугу, которая горит между неплавящимся вольфрамовым электродом и свариваемой заготовкой. Сварочная ванна и электрод находятся внутри инертного газа, как правило, аргона, подаваемого через газовое сопло в конце сварочной горелки, в центре которого находится электрод.
Аргонодуговая сварка также может быть использована для сварки с использованием присадочного материала, который подается в виде прутка вручную подобно газовой сварке. Приспособления для механизированной аргонодуговой сварки используются для решения разных задач, таких, например, как соединение труб и сварка труб в трубной доске теплообменника. Подобные автоматические системы могут включать многие дополнительные функции, такие как механизированная подача присадочной проволоки.
Характерными для данного метода являются:
— отличный контроль результата сварки.
В основном аргонодуговую сварку применяют для сварки: нержавеющих сталей; лёгких металлов, например алюминиевых и магниевых сплавов, и сварки меди и медных сплавов. Она также применима для сварки всех свариваемых материалов, помимо свинца и цинка, для всех типов соединений и во всех позициях. Однако, аргонодуговая сварка больше всего подходит для сварки тонких материалов, начиная от толщины 0,5 мм и заканчивая 3 мм . С точки зрения производительности, аргонодуговая сварка не может конкурировать с другими методами сварки, такими как сварка короткой дугой.
Следующее оборудование необходимо для ведения аргонодуговой сварки:
— высокочастотный генератор для возбуждения дуги
Основные требования, которым должна соответствовать горелка, это малый вес и хорошая изоляция. Эти требования в основном применяются для ручной сварки и менее важны для сварки механизированной. Существуют два основных типа горелок: с водяным охлаждением и с воздушным охлаждением. В настоящее время сварочные горелки могут нести такой ток:
— с водяным охлаждением: максимум до 400 А.
— с воздушным охлаждением: максимум до 200 А.
Рис .1 Разновидности сварочных горелок
В аргонодуговой сварке сварочная дуга в основном возбуждается с помощью высокочастотных генераторов, которые нужны для того, чтобы выпустить искру, которая обеспечивает первичный путь через воздух для сварочного тока низкого напряжения. Частота первоначального возбуждающего импульса может достигать нескольких МГц, в сочетании с напряжением в несколько кВт. Однако, это вызывает сильные электрические помехи, что является основным недостатком данного метода.
Это метод не многим лучше возбуждения дуги путем контакта электрода с заготовкой: это не только грозит появлением вольфрамовых включений в сварочном шве, но и ухудшает качество электрода в результате налипания на него брызг с обрабатываемой заготовки.
Другой метод возбуждения дуги – это метод «дежурной дуги», но он требует использования контролируемого источника питания. Дуга возбуждается, когда электрод контактирует с заготовкой, но в данном случае специальный источник питания который поддерживает достаточно низкий уровень колебаний мощности для предотвращения каких — либо неприятных эффектов. Отнятие электрода от заготовки инициирует возбуждение дуги и повышение тока до нормального уровня.
Для нормального выполнения аргонодуговой сварки обычно используют источники постоянного тока прямой полярности (- на электроде, +на заготовке), что значит что все тепло переходит в заготовку. Однако, при сварке алюминия, оксидная плёнка разрушается только при сварке на обратной полярности (+ на электроде, — на заготовке), что приводит к чрезмерному перегреванию электрода. Как компромисс, алюминиевые и магниевые сплавы, как правило, варят на переменном токе. Источники тока для аргонодуговой сварки, как правило, имеют электронное управление, это может быть преобразователь или тиристорный выпрямитель. Напряжение холостого хода при постоянном токе должно равняться приблизительно 80 В.
При сварке переменным током (синусоидальной), высокочастотный генератор работает постоянно, иначе дуга постоянно гасла бы на переходах через ноль.
В 1970-е годы были сконструированы новые источники питания на основе новых технологий, которые дали возможность получить сигнал квадратной формы. Это позволило сильно ускорить переход через ноль, что в свою очередь дало такие эффекты:
— отсутствие необходимости в постоянной работе ВЧ при аргонодуговой сварке на переменном токе;
— возможность пропорционально изменять токи прямой и обратной полярностей;
— возможность регулировать глубину проплавления и разрушение оксидной плёнки, что полезно при сварке алюминия.
На рисунке 2 показана форма тока при питании прямоугольным импульсом. Сбалансированная кривая (слева) имеет быстрый переход через ноль, в отличие от обычной синусоидальной волны. Возможность смещения баланса двух полярностей означает, что, в отдельных случаях скорость сварки может возрасти на 50-75%. При нормальных условиях сбалансированной волны 50% отрицательной полярности имеет электрод. На двух кривых справа показаны 70% отрицательной, 130% положительной полярности (для большего провара или скорости) и 45 % отрицательной, 155% положительной полярности (для быстрейшего разрушения оксидной пленки).
Используется для того, чтобы обеспечить лучший контроль над сварочной ванной и процессом застывания. Использование пульсирующего подвода тепла даёт несколько преимуществ:
— меньшая чувствительность к изменению ширины зазора;
— улучшение контроля сварочной ванны при разных позициях сварки
— улучшение контроля проникновения и формы шва
— уменьшение чувствительности к неравномерности теплопроводности и длины дуги.
Необходимость использования контролирующего оборудования зависит от степени механизации. Однако, оно обычно используется для предварительной и последующей подачи защитных газов и для автоматического управления ВЧ-генератором. Также часто используется возможность заварки кратера на пониженном токе и импульсный ток. Предварительная и последующая подача газа защищают электрод и сварочную ванну от окисления.
Материал сварочных электродов должен удовлетворять совокупности следующих характеристик:
— малое электрическое сопротивление;
— высокая температура плавления;
Лучше всего этим требованиям отвечает вольфрам.
Таблица 1. Примеры электродов для аргонодуговой сварки согласно IS0 6848
Вольфрамовые электроды без добавок используют при сварке легких металлов при переменном токе. Для других типов сварки часто применяют электроды, содержащие 2% оксида тория, что позволяет стабилизировать дугу и облегчить её поджиг. Торий радиоактивен, но он не настолько опасен, чтобы требовались специальные меры предосторожности, разве что нужно избегать вдыхания пыли при заточке (шлифовке) электрода. Альтернативными нерадиоактивным оксидными добавками являются используемые цирконий, цезий и лантан, как показано в таблице 1
Диаметр электрода является важной переменной. Самая стабильная дуга получается при высоких нагрузочных токах, что означает, что диаметры должны быть подобраны таким образом, чтобы электрод не перегревался и не переохлаждался.
На рис.4 показан рабочий вольфрамовый электрод диаметром 3,2 мм. Следует обратить внимание на форму конца электрода.
Электрод А имеет сферический конец. Этот чисто вольфрамовый электрод использовался для сварки на переменном синусоидальном токе алюминия. Сферическая поверхность торца электрода светлая и блестящая.
Электрод В. Вольфрамовый электрод с содержанием 2% тория имеет конусообразную заточку и использовался для сварки на постоянном токе прямой полярности.
Электрод С. Вольфрамовый электрод с содержанием 2% тория использовался для сварки на переменном синусоидальном токе алюминия. На изображении видно, что, в отличие от сферической поверхности конца вольфрамового электрода, на торце торированного электрода имеется небольшая выпуклость в форме шара.
Электрод D. Чисто вольфрамовый электрод, использовавшийся для сварки на переменном синусоидальном токе алюминия (при сварке от источника с прямоугольной формой импульса был установлен баланс на чрезмерное очищающее действие). Этот электрод был подвергнут действию сварочного тока, превышающему допустимый. Из рисунка видно, что начал свисать на одну сторону. Это было вызвано расплавлением вольфрама. Если бы сварка была продолжена, расплавленный конец упал бы в сварочную ванну.
Электрод Е. Чисто вольфрамовый электрод, который имел заточку без притупления и использовался для сварки на постоянном токе прямой полярности. На рисунке видно, что конус завершается сферической поверхностью, имеющей светлую блестящую поверхность. Чисто вольфрамовые электроды не рекомендуется затачивать без притупления. При установившейся дуге происходит сильный разогрев острия электрода, и расплавленный конец электрода падает в сварочную ванну.
Электрод F. Поверхность вольфрамового электрода сильно загрязнена. Загрязнение вызвано прикасанием электрода к сварочной проволоке. В этом случае загрязненная область должна отрезаться и затем восстанавливаться форма электрода.
Электрод G. Поверхность электрода темная. Причина — недостаточный поток защитного газа. Дальнейшее использование этого электрода приведет к загрязнению металла сварного шва.
Для сварки на постоянном токе конец электрода затачивают под углом примерно 45°.
примерно 45″. Использование специальной машины для заточки электродов гарантирует, что угол заточки всегда будет одинаковым, а это сильно влияет на дугу и её проникновение в свариваемый материал. Электрод предназначен для сварки переменным током без заточки: вместо этого ток повышают до тех пор, пока наконечник не оплавится и не приобретёт плавную округлую форму.
Если вылет электрода (расстояние между кончиком электрода и газовым соплом) слишком большой, то защита газом становится менее эффективной. Газовая линза представляет собой проволочную сетку, встроенную в газовое сопло, которая уменьшает завихрения в газовом потоке увеличевая продолжительность существования ламинарного течения газового потока.
Присадка для аргонодуговой сварки имеет вид проволоки, которую подают вручную или механизировано. Производительность сварки может быть повышена с помощью системы горячей проволоки, которая подает проволоку с повышенной температурой. Тонкие материалы (до 3-4 мм) могут свариваться встык с одной стороны, и металл шва будет состоять только из материала свариваемых деталей. Большие толщины требуют той или иной подготовки кромок к сварке, и для них используется присадочный материал, чтобы сформировать шов. При сварке низкоуглеродистых сталей всегда рекомендуют использовать присадочную проволоку, чтобы уменьшить риск возникновения пор.
Аргон в основном используют для TIG сварки низкоуглеродистых, низколегированных и нержавеющих сталей. Для механизированной сварки всех этих металлов защитным газом может быть аргон с примесью водорода или гелия.
Небольшая примесь азота может использоваться при двусторонней сварке нержавеющих сталей для обеспечения правильного соотношения феррит/аустенит.
Для обеспечения качества сварного шва при аргонодуговой сварке часто используется газ для защиты корня шва, который подаётся с обратной стороны и защищает корень шва от окисления. Это особенно важно при сварке емкостей из нержавеющей стали или легкоокисляющихся материалов. Газ для защиты корня шва обычно представляет собой смесь аргон – водород или чистый аргон.
В качестве защитного газа для алюминия и его сплавов обычно используют аргон, иногда с примесью гелия. Гелий улучшает теплообмен и используется при сварке больших толщин. Обычно используется переменный сварочный ток или, для малых величин тока, постоянный ток с обратной полярностью.
При определённых условиях, для сварки горизонтальных и горизонтально-вертикальных швов может быть использована сварка на постоянном токе прямой полярности в среде чистого гелия. Использование чистого гелия при повышении напряжения даёт возможность вводить больше тепла в материал заготовки и повышать скорость сварки. Это в свою очередь означает, что можно выполнять сварку встык для больших толщин. Напряжение холостого хода в источнике должно быть достаточно высоким, чтобы предотвратить затухание дуги при наименьшем значении сварочного напряжения при сварке в чистом гелии.
Использование аргона в качестве защитного газа повышает эффективность разрушения оксидной плёнки, производительность, стабильность дуги и качество сварки.
Аргон подходит для сварки меди во всех позициях и даёт отличные результаты при сварке толщин до 6 мм. Высокая теплопроводность меди как правило требует предварительного подогрева металла. Для сварки толщин более 6 мм лучше использовать гелий или смесь гелия с 35% аргона.
Качественная сварка титана требует очень высокой чистоты газа, не меньше 99,99%. Дополнительных защитных газов не требуется. Могут использоваться либо аргон, либо гелий, хотя аргон предпочтительнее для сварки толщин до 3 мм, благодаря высокой плотности и хорошему экранированию. Использование гелия рекомендуется для больших толщин для повышения тепла, вносимого дугой.
Источник: http://blog.svarcom.net/technologia-svarki/argonodugovaia-svarka.html
Для того чтобы начать варить аргонно дуговой сваркой нужно приготовить все необходимое оборудование, а так же средства защиты. В каждом даже не сложном деле стоит соблюдать технику безопасности. Варим мы дуговой сваркой, а аргон у нас служит защитным газом. В данной статье я постараюсь рассказать о том что нам потребуется для сварки аргонно-дуговой сваркой.
И так я решил составить список оборудования который необходим для аргоновой сварки.
После составления списка разберем каждый пункт поподробней. Как ранее было уже рассказано на странице «Аргонная сварка» существует несколько видов данной сварки. Здесь мы рассмотрим наиболее популярную и доступную «Ручную аргонно-дуговую сварку с неплавящимся электродом»
Вот краткий список того что нам потребуется для сварки.
- Баллон
- Редуктор
- Шланг высокого давления
- Аппарат для сварки неплавящимся электродом
- Электроды вольфрамовые
- Присадочная проволока
- Инструменты для подготовки металла к сварке
- Спецодежда и средства защиты
Баллон нужен для того чтобы хранить газ в сжатом виде, в данном случае аргон. Для того чтобы не перепутать баллон кислородный с аргоновым их раскрашивают в разные цвета надписи и полоски.
А теперь давайте рассмотрим как эти баллоны маркируются.
И так же нужно знать какие данные наносят на баллоны и что там набито.
Данные на каждом баллоне могут отличатся.
Для каждого газа как правило предусмотрен свой редуктор. Как правило цвет редуктора совпадает с цветом баллона для того чтобы было понятно что он именно для этого газа.
Сейчас большой выбор различных редукторов. Для аргона можно использовать редуктор с черной окраской который предназначен для углекислоты дешевый вариант. Или взять дороже редуктор с ротаметром
его чаще используют под аргон, но и под углекислоту он тоже предназначен. Теперь мы знаем какой редуктор использовать.
Все обычно используют шланги одного типа предназначены для кислородных баллонов так как они более надежны. Так как мы рассматриваем аргоновую сварку то и шланги будем брать кислородные. Внутренний диаметр кислородного шланга может быть 9, 12, 16, или 18 миллиметров, но чаще всего используют либо девять либо двенадцать. Если внутренний диаметр 9 то наружный будет 20 миллиметров.
Аппарат для сварки неплавящимся электродом
Сейчас большой выбор аппаратом для сварки вольфрамовыми электродами. Например аппарат может выглядеть вот так.
Огромный выбор сварочного оборудование сейчас предлагается на нашем рынке, по этой причине я не буду описывать конкретный сварочный аппарат. Для правильного выбора сварочного аппарата рекомендую почитать отзывы людей которых можно найти на сварочных форумах.
Вольфрамовые электроды маркируются вот так ЭВЧ, ЭВЛ,ЭВИ, ЭВТ-15 и имеют гост ГОСТ 23949-80. Вбив гост в поиск вы сможете найти подробную информацию о этих электродах.
Так же электроды бывают с примесями для того что бы приобрести особые свойства. Вот какие бывают примеcи в вольфрамовых электродах которые предназначены для аргонной сварки.
Присадочная проволока это материал который нужен будет в процессе сварки. Материал присадочный называют по разному. В данном случае это пруток присадочный или присадочная проволока.
Инструменты для подготовки металла.
Сюда можно включить такие инструменты как болгарка и щетка по металлу. Сейчас большой выбор всяческих зачистных инструментов и приспособлений так что выбор за вами.
Здесь все зависит от ваших желаний. Выбор огромен. Что хочется сказать о спец одежде. Одежда сварщика бывает разной плотности и степени огнестойкости. О масках для сварщика можно говорить долго. Обувь тоже играет немаловажную роль как и перчатки. Перчатки сварщика еще называют крагами.
Внимательно относитесь к выбору средств защиты для сварочных работ так как от этого зависит ваше здоровье. Одежда для сварщика продается в специализированных магазинах которые занимаются продажей сварочного оборудования. Посетив данные магазины вы без труда подберете именно то что вам нужно.
А теперь я хочу вам показать как происходит процесс аргоновой сварки.
Думаю данный материал поможет как начинающим сварщикам так и тем кто хочет начать варить аргоновой сваркой.
Источник: http://3g-svarka.ru/dlya-svarki-argonom.php
Сварка аргоном способна защитить поверхности из металла от проникновения кислорода и вредных примесей. Она обеспечивает получение качественного шва, а также сохраняет все физические характеристики металла. При этом расходование аргона значительно ниже, чем при употреблении другого сварочного оборудования.
Аргон относится к разряду инертных газов, поэтому в среде не происходит его соединения с внешними газами и сплавами.
Многие задаются вопросом о том, как аргоном варить алюминий или нержавейку. Техника будет описана в этой статье.
Как аргоном варить алюминий? Следует отметить, что при работе с этим металлом без такого типа сварки не обойтись, так как от кислорода он возгорается. Этот способ обеспечивает получение высококачественного шва. Дуга образуется при помощи электрода на вольфрамовой основе. Такой электрод может прослужить долго. Между электродом из вольфрама и деталью, предназначенной для сварки, зажигается дуга. В зону горения производится подача алюминиевой проволоки. Сварка производится на узком участке при быстром перемещении электрода. Это позволяет алюминию не расплавиться. Чтобы сварочный шов обладал высоким качеством, проволока должна быть точно такой же структуры, как и свариваемый металл.
Аргоновый аппарат для сварки алюминия включает следующие составляющие:
- источник питания током;
- баллон с аргоном;
- устройство для подачи присадочной проволоки.
Можно ли варить аргоном неочищенную поверхность? С алюминия обязательно нужно удалить грязь, жир и машинное масло. Сделать это можно при помощи растворителя. Если толщина свариваемых деталей составляет более 4 мм, то необходимо разделать кромки.
Специалисты советуют варить алюминий в листах толщиной 4 мм только встык.
Перед тем как приступить к сварке алюминия, мастер должен поинтересоваться, какова толщина листа и ширина кромок. Защита кромок осуществляется напильником или наждачным станком. Если деталь обладает сложной формой, то место сварки следует зачистить посредством машинки для шлифования. С поверхности алюминия удаляется оксидная пленка.
Как варить алюминий аргоном? Для качественного выполнения сварки металла этим способом следует прибегнуть к использованию вольфрамовых электродов. Диаметр их должен составлять 1,5-5,5 мм. Электрод держится под углом в 80 градусов. Присадочная проволока находится под прямым углом. Максимальная длина дуги должна составлять 3 мм.
При соблюдении этих правил расход материалов будет экономным. При работе присадочная проволока должна перемещаться спереди от горелки. Электрод и присадочная проволока при сварке алюминия должны передвигаться вдоль сварного шва. Поперечные движения делать нельзя.
При сваривании тонких листов алюминия в роли подкладки может выступить нержавейка. Так будет обеспечен повышенный отвод тепла от зоны работы, и риск прожога станет значительно меньше. Понизится и расход энергии, так как работа будет выполнена быстрее.
Сварка изделий из алюминия в аргоновой среде обладает рядом плюсов по сравнению с другими способами. Сварной шов обладает одинаковой глубиной проплавления по всей протяженности.
К минусам этого типа сварки можно отнести сложность оборудования. При сварке аргоном нужна точная настройка всех элементов устройства. Проволока должна подаваться в рабочую зону постепенно. С этой целью правильно настраивают аппарат подачи. Если подача проволоки будет проводиться неритмично, то горение дуги будет прерывистым. Это вызовет повышенный расход аргона и электрической энергии. Для качественного сваривания алюминия мастер должен обладать должным опытом. Теоретические знания и советы полезными в этом деле не будут.
Как аргоном варить алюминий, понятно. Какие правила следует соблюдать при работе с нержавейкой? Для сварки этого типа металла вам будут нужны:
- аппарат для сварки;
- электроды, подбираемые в соответствии с характеристиками материала;
- проволока из нержавейки;
- щетка из стали;
- растворитель.
Перед свариванием деталей обрабатываются их кромки. Следует соблюдать важный принцип: для обеспечения свободной усадки шва при создании сварного стыка делается небольшой зазор.
Перед работой поверхность кромок зачищается. С этой целью применяют стальную щетку. Также кромки промываются растворителем. Можно применить ацетон или авиационный бензин. Такая обработка удалит с поверхности нержавейки жир, который может спровоцировать понижение устойчивости дуги при сварке. Это вызовет появление пор на шве.
Как правильно варить аргоном, применяя плавящие электроды? Сваривание нержавейки с употреблением покрытых электродов дает возможность получить швы высокой прочности. Если у вас нет высоких требований к качеству соединения, то следует применить именно сварку аргоном.
В ассортименте имеется достаточно широкий ряд электродов. Каждый из них предназначен для определенного типа нержавейки. Если мастер знает тип свариваемой стали, то без труда подберет нужный вид. Следует выбирать такие электроды, которые не будут способствовать снижению коррозийной устойчивости материала и его механических показателей.
Как правило, работу осуществляют с применением обратного постоянного уровня. Нужно работать так, чтобы проплавление шва происходило в меньшей степени. С этой целью применяются небольшие по диаметру электроды. Следует стремиться к тому, чтобы тепловая энергия выделялась в небольшом количестве. Профессионалы в области сварки отмечают, что при работе с нержавейкой следует применять электроэнергию на 20% слабее, чем при сваривании обыкновенной стали.
Электроды обладают низким значением теплопроводности и высоким электрическим сопротивлением. По этой причине употребление высоких токов недопустимо. При нарушении этого правила, электроды будут подвержены перегреванию и разрушению. По этой причине электроды для нержавеющей стали подвержены более быстрому плавлению, чем те, при помощи которых свариваются обычные стали.
Для сохранения устойчивости шва к ржавлению нужно сделать его охлаждение быстрым. К примеру, этого можно достичь посредством прокладки из меди или воздуха. Если нержавейка относится к категории хромоникелевых металлов, то ее можно подвергнуть охлаждению водой.
Как варить нержавейку аргоном, применяя вольфрамовые электроды? Следует отметить, что такой способ применим в том случае, если требуется сварка предмета из тончайшей нержавейки и получение высококачественных сварных швов. К примеру, сварка аргоном посредством вольфрамовых электродов подходит для труб из нержавейки, по которым происходит транспортировка газов или жидкостей под давлением.
Как правильно варить аргоном нержавейку? Работа проводится при подаче переменного или постоянного тока. Переменный тип подходит для сварки алюминия.
Перед тем как приступить к работе, надо подготовить присадочную проволоку к работе. Хорошо, если она будет обладать более высоким уровнем легирования, чем у нержавейки или алюминия. При работе с вольфрамовым электродом нельзя производить колебательные движения. Они являются причиной нарушения защитного пространства сварочной зоны, металл шва будет подвержен окислению. Обратная сторона сварочного шва защищается от воздуха посредством поддувания аргона.
В ванну для сварки не должен попадать вольфрам. Можно использовать бесконтактный поджог дуги. Также ее можно поджечь на пластине из угля или графита с последующим переносом на основной металл.
По завершении процесса не следует отключать подачу аргона сразу. Сделать это надо примерно через 15 секунд. Таким образом, можно избежать чрезмерного окисления горячего рабочего электрода. Так он сможет прослужить дольше.
Как аргоном варить нержавейку, применяя полуавтомат. Этот метод сварки получил широкое распространение, так как обеспечивает высокий уровень производительности и позволяет получать прочные швы. Для повышения качества сварки в проволоку добавляется никель.
Такой тип сварки подходит для соединения материалов большой толщины. В этом случае сварка будет протекать очень быстро. Таким образом, повышается уровень производительности. Защитной средой в этом случае выступает смесь углекислого газа и аргона.
Применяется ряд техник, позволяющих сваривать нержавейку полуавтоматом:
- сваривание посредством короткой дуги;
- сваривание посредством струйного переноса;
- применение импульсного режима.
Струйный перенос применяется для сваривания металлов большой толщины, а короткой дугой соединяют более тонкие предметы.
Плюсом импульсного метода является то, что этот процесс наиболее контролируем. Металл проволоки подается в ванну для сварки импульсами. Каждый из них является отдельной сварочной каплей. Этот режим способствует уменьшению среднего значения тока дуги, что является важным при сварке нержавейки. При импульсном режиме металл практически не разбрызгивается. Это дает возможность расходовать материалы экономно и увеличивать уровень производительности за счет сокращения времени, которое требуется для зачистки шва.
В статье было описано, как варить аргоном алюминий и нержавейку.
Данный тип сварки как нельзя лучше подходит для алюминиевой поверхности. Также существует ряд различных техник сваривания нержавейки посредством аргона. Каждый мастер должен выбирать подходящий для конкретного случая вариант.
Источник: http://fb.ru/article/264856/kak-argonom-varit-opisanie-protsessa-i-instruktsiya
|
|
|
||||||
|
|
|
||||||