

Что такое газовая сварка?
Целью сварочного процесса является нагрев материалов до температуры плавления, при котором место их контакта приобретает однородную структуру. Одним из вариантов соединения металлических изделий выступает газовая сварка, когда при сгорании смеси газов выделяется большое количество тепла, что способствует повышению температуры обрабатываемой поверхности до 2500-3000 °C.
Газосварка стала применяться в промышленности с начала 20-го века и до сих пор не утратила свою актуальность, несмотря на появление более прогрессивных сварочных технологий. Сегодня этот способ плавления и соединения металлов активно используется в строительно-монтажных работах. В частности, с его помощью удобно создавать различные металлоконструкции и осуществлять прокладку труб в системе отопления и водоснабжения.
Технология газовой сварки отличается своей простотой. Для реализации сварочного процесса используются следующие компоненты:
- Баллон с кислородом.
Кислород является необходимой средой для окисления (горения) горючих газов. Чтобы окислительная реакция осуществлялась максимально эффективно, применяют технический O2 с показателем чистоты не менее 98,5%. - Баллон с горючим газом (обычно ацетиленом).
Ацетилен – это основной горючий газ, который чаще всего применяется при газосварке. Температура пламени кислородно-ацетиленовой смеси достигает 3150-3300 °C, тем самым обеспечивая высокую производительность рабочего процесса. - Редукторы.
Каждый баллон оснащается редуктором, который понижает давление выходящего газа до рабочей величины. В целях безопасности газовые редукторы дополнительно комплектуют клапаном сброса, который срабатывает в случае превышения допустимого давления в баллоне.

Кислородный редуктор для газовой сварки
- Горелка.
В горелке осуществляется смешивание кислорода с ацетиленом и выпуск из мундштука струи с оптимальным давлением. В зависимости от объема сгораемого ацетилена горелки бывают малой мощности (0,025 – 0,4 м³/ч), средней мощности (0,4 – 2,8 м³/ч) и большой мощности (2,8 – 7 м³/ч).
- Шланги.
Соединение газовых баллонов с горелкой производится посредством специальных рукавов (шлангов), предназначенных для работы с горючими веществами. Гибкая магистраль имеет многослойную структуру, основным компонентом которой является техническая резина, стойкая к агрессивному воздействию проходящих газов и жидкостей. - Защита от обратной тяги.
Опасность обратной тяги, когда пламя распространяется не в сторону нагреваемого металла, а в сторону баллона с горючей смесью, вынуждает устанавливать в разрыв цепи «баллон-горелка» специальный предохранительный элемент – огнепреградительный клапан. Подробно о таких средствах защиты можно прочитать в статье: Огнепреградительные клапаны: назначение, конструкция и варианты монтажа.
На видео представлен обзор оборудования:
А здесь можно наглядно увидеть весь технический процесс
Ацетилен является идеальным компонентом для газосварки, поскольку с его помощью можно сваривать практически все виды металлов. Долгое время кислородно-ацетиленовое пламя было единственным вариантом для подобных работ. Однако с учетом того, что ацетилен со второй половины 20-го века стал активно использоваться для производства различных пластических материалов, появился некоторый дефицит данного газа, а, следовательно, возросла его цена. Поэтому возникла необходимость в поиске альтернативы ацетилену, в качестве которой чаще всего выступают пропан-бутан, пары керосина или бензина, метан и водород.
Заменители ацетилена дешевле и не столь дефицитны, но их теплотворная способность (основной показатель сварки) существенно ниже. К примеру, при сжигании пропана-бутана температура пламени достигает 2400-2500 °C, а при эксплуатации водорода нагрев происходит до 2100 °C. Поэтому такие варианты имеют ограниченную сферу применения и используются в техпроцессах, которые не требуют высокотемпературного воздействия, например: сварка тонколистовой стали (до 6 мм), чугуна, алюминия, магния, свинца и т.д.
Главными преимуществами газовой технологии являются простота оборудования и независимость от электросети. При строительстве новых объектов, которые еще не подключены к электричеству, газосварка позволяет осуществлять монтаж металлоконструкций без применения ресурсоемких генераторов. Кроме того, постепенный нагрев материала, а также возможность изменения тепловложения за счет удаления горелки от изделия, дает возможность избегать прожогов, что особенно актуально для тонких листов металла.
Вместе с тем, газопламенная сварка не может конкурировать с электродуговой в плане производительности, что связано с недостаточной скоростью прогрева металла. Широкая зона воздействия пламени является причиной слабой концентрации тепла в месте соединения деталей – это приводит к менее качественному шву и лишним расходам газа. Поэтому в условиях стабильного серийного производства газосварка, как правило, уступает место электросварке в среде защитного газа. Подробнее о видах и ценах на защитные сварочные смеси можно узнать здесь.
Источник: http://xn--80affkvlgiu5a.xn--p1ai/gazovaya-svarka-metallov/
Газовая сварка – это вид сварочных работ, когда детали требуется нагреть до расплавленного состояния посредством высокотемпературного пламени. Такой способ широко применяется при создании конструкций на основе тонкой углеродистой стали, при ремонте изделий из чугуна, а также при необходимости заварки дефектов в разных изделиях, полученных литьем из цветных или черных металлов.
При газовой сварке используются горючие газы – природный, ацетилен, пары бензина, водород. Эти газы отличаются хорошим горением на воздухе, не развивая при этом высокой температуры, для сжигания достаточно и кислородной струи. Газовая сварка чаще всего ведется на основе ацетилена, который создается на основе воды и карбида кальция. Он горит при температуре в 3200-3400 градусов.
К преимуществам газовой сварки можно отнести следующее:
- Простую технологию.
- Отсутствие необходимости в источнике сварочного тока.
- Простоту оборудования, на основе которого выполняется газовая сварка.
С другой стороны, этот процесс не отличается высокой производительностью. Сварка выполняется только вручную, а механические и эксплуатационные свойства готовых изделий не всегда высокого качества.
При сварке кислород поступает из специального баллона – он окрашивается в голубой или синий цвет. Чтобы обеспечивалась нормальная работа, кислород должен поступать в горелку равномерно и при небольшом давлении. Именно для этих целей на баллонах есть редуктор – он регулирует подачу газа. В таком случае к горелке подводятся рукава для газовой сварки – ацетиленовый и кислородный. Кислород подается в центральный канал, где струя больше разряжается, засасывает ацетилен, который попадает в горелку под небольшим давлением. Газы смешиваются в камере, после чего выходят наружу из наконечника.
При выполнении газовой сварки важно получить качественное соединение, поэтому большое внимание уделяется тщательной подготовке свариваемых кромок, выбору способа соединения металла, установке горелки в нужное положение и определению необходимых параметров мощности горелки. Технология газовой сварки предполагает, что кромки должны тщательно очищаться от различных загрязнений. Скос выполняется с применением ручного или пневматического зубила, а иногда привлекаются специальные станки. Окалина и шлаки могут удаляться металлической щеткой. Прихватка кромок позволяет предотвратить изменение их положения во время сварки.
Газовая сварка может вестись несколькими способами. Первый – это левая сварка, которая наиболее распространена. Она применяется при работе с тонкими и легкоплавкими металлами. Горелка перемещается справа налево, а присадочная проволока ведется впереди пламени, направленного на несваренный участок шва. При правой сварке горелка ведется слева направо, а присадочная проволока перемещается за горелкой. При данном способе тепло пламени рассеивается в меньшей степени, поэтому и угол раскрытия шва – не 90 градусов, а меньше – 60-70.
Правую сварку целесообразно использовать для соединения металла, толщина которого – от 3 мм и выше, а также металлов с высоким уровнем теплопроводности. Рекомендуется использовать присадочную проволоку, диаметр которой равен половине толщины свариваемого металла.
Технология газовой сварки предполагает и процесс, который ведется сквозным валиком. В этом случае листы устанавливаются вертикально зазору – он по размеру равен половине толщины листа. С помощью горелки расплавляются кромки, чтобы образовалось круглое отверстие. Затем оно со всех сторон оплавляется, пока шов не будет сварен. Такой способ хорош тем, что свариваемые листы имеют плотный шов без пор и шлаковых включений.
Сварка ванночками хороша для сваривания стыков и углов соединения металлов, которые имеют толщину максимум 3 мм. Как только на шве образуется ванночка, в нее вводится конец присадочной проволоки, которая слегка расплавляется, затем конец проволоки перемещается на другой участок шва. Особенность такого подхода – в шве отличного качества, особенно если сваривались тонкие листы и трубы из стали (малоуглеродистой и низколегированной).
Газовая сварка и резка могут вестись на основе многослойной сварки. Этот способ имеет ряд особенностей:
- зона нагрева небольшая;
- нижележащие слои при наплавке последующих просто отжигаются;
- каждый шов можно проковать, прежде чем наложить на него следующий.
Это сказывается на улучшении качества шва. С другой стороны, такой способ отличается небольшой производительностью, требует высокого расхода газов по сравнению с однослойной сваркой, поэтому применяется он при необходимости создания ответственных и качественных изделий.
Для работы с горизонтальными швами используется правый способ, что дает возможность легко формировать шов, а сам металл ванны не стекает. Сварка вертикальных и наклонных швов ведется левым способом, а если толщина металла выше 5 мм, используется двойной валик. Сварка потолочных швов предполагает нагревание кромок, пока они не оплавятся, затем в ванну вводится присадочная проволока – ее конец быстро оплавляется. Сам процесс ведется правым способом.
Газосварочное оборудование для газовой сварки – это широкий выбор приборов, позволяющих проводить ряд работ. Подобный тип сварки считается простым, и само оборудование довольно лаконичное и легкое в эксплуатации. В зависимости от типа горючего газосварочные устройства бывают пропано-кислородными или ацетилено-кислородными, бензино- или керосино-кислородными. Чаще всего сварка выполняется на основе пропано-кислородной и ацетилено-кислородной сварки, поскольку пламя этих газов имеет самую высокую температуру.
Газосварочное оборудование для газовой сварки – это еще и генератор, который дополняется разными видами газа. Также при работе потребуется баллон с кислородом и редукторы. Самыми распространенными считаются ацетиленовые генераторы для газовой сварки, которые позволяют получить непосредственно ацетилен путем смешивания карбида кальция и воды. Данный тип генератора представлен в пяти типах, что позволяет подобрать оптимальный вариант для конкретного материала.
Важную роль при работе со сваркой играют предохранительные затворы, их задача – обеспечить безопасность при проведении сварки. С их помощью предотвращается прохождение обратного удара пламени, которое возникает во время сварки. Кроме того, благодаря обратным клапанам предотвращается обратный поток газа в резиновые рукава при газопламенной обработке металлов и работе со сжатыми газами.
Оборудование для газовой сварки включает в себя баллоны и вентили для них. Баллон – это сосуд цилиндрической формы, который имеет отверстие с резьбой в горловине, куда ввинчивается запорный вентиль. Он создается из легированной или углеродистой стали, причем каждое такое изделие имеет свою окраску в зависимости от содержащегося в нем газа. Вентили для баллонов создаются из латуни, поскольку сталь отличается неустойчивостью к коррозии.
Газовый редуктор представляет собой устройство, которое постоянно понижает или держит на определенном уровне давление газа. Газовая сварка и резка металлов ведутся на основе разных типов редукторов:
- Кислородные используются при газовой сварке и сварке металлов. Такой редуктор выполняется с голубой маркировкой. Может использоваться в агрессивной среде, поскольку создан из стойких к коррозии металлов.
- Ацетиленовые редукторы нашли широкое применение в газовой сварке. Они маркируются белым цветом, крепление к баллону выполняется накидным хомутом. Данный вид редуктора имеет два манометра, один из которых держит под контролем давление газа в баллоне, второй – давление газа в рабочей камере.
- Углекислотные редукторы широко применяются в промышленности – пищевой, химической. Они имеют один или два манометра и могут подключаться только к вертикальному манометру.
При аргонодуговой сварке нашли широкое применение аргоновые редукторы, которые могут работать и с негорючими газами.
Газовая сварка сталей – процесс, требующий применения самых разных приборов. Газовые горелки – неотъемлемый элемент оборудования, которое используется в различных отраслях промышленности. По конструкции изделия примерно одинаковые: каждая горелка состоит из корпуса. К нему крепится сразу несколько элементов: наконечник, вентиль, регулирующий подачу топлива, и рычаг, который регулирует высоту пламени. Соединение с баллоном выполняется редуктором, при этом сама горелка часто может дополняться пьезподжигом, ветрозащитой пламени и другими компонентами.
Газовая горелка для сварки на основе пропана отличается безопасностью работы, обеспечивая высокую температуру пламени: ее достаточно для выполнения целого ряда работ. Многие виды сварки ведутся на основе ацетиленовых горелок, которые работают на смеси ацетилена и кислорода.
Газовые резаки бывают разного типа: ацетиленовыми, пропановыми и работающими на заменителях газа или жидком горючем. Конструкция изделий включает в себя рукоятку, ниппели, к которым крепятся газовые рукава, корпус, инжектор, смесительную камеру, трубку, головку газового резака и трубку с вентилем. Газовая сварка металлов и ее качество зависят от того, насколько хорошо подобран именно резак.
Суть его работы в следующем: из баллона кислород поступает в редуктор, рукав, после чего попадает в корпус – здесь резак разветвляется на два канала. Часть кислорода проходит через вентиль и направляется в инжектор. Отсюда газ выходит с большой скоростью, причем во время этого процесса подсасывается горючий газ. При соединении с кислородом он образует горючую смесь, которая направляется в пространство между мундштуками и сгорает. Как следствие, появляется подогревающее пламя. Кислород, который направлялся по второму каналу, выходит в трубку, за счет чего образуется режущая струя. Именно он обрабатывает участок металла.
Сварка газовых труб производится в несколько этапов. Сначала подготавливается металл, то есть проводится разметка, режутся и собираются трубы. Из-за круглого сечения труб резка выполняется термическим резаком. Большая часть работ по сварке – это сборка деталей под нее, когда требуется учесть множество деталей – от серии изделий до их диаметра и других факторов. Сборка выполняется сварочными прихватками, которые предотвращают возможное смещение отрезков труб, сказывающееся на появлении трещин при охлаждении.
Зажигается дуга. Это делается разными способами. Затем начинается плавление металлов – основного и электродного. Для качественного шва важно уделять внимание углу наклона электрода.
Газокислородная резка ведется с использованием металлов и их сплавов, которые горят в струе технически чистого кислорода. Такой тип резки выполняется двумя способами – разделительно или поверхностно. Первый способ позволяет вырезать заготовки, раскроить металл, разделать кромки шва под сварки. С помощью поверхностной резки снимается поверхностный металл, разделываются канавки, удаляются поверхностные дефекты. Такая процедура выполняется на основе специальных резаков.
Газовая сварка – процесс, требующий внимательного отношения. Опасные ситуации могут возникнуть в нескольких случаях:
- Сварку нельзя проводить рядом с огнеопасными и легковоспламеняющимися материалами (бензином, керосином, паклей, стружкой).
- Если сварка выполняется в замкнутом пространстве, рабочим следует периодически выходить на свежий воздух.
- Работы должны проводиться в хорошо проветриваемых помещениях.
- Если проводится газопламенная обработка металла, помещение должно вентилироваться, чтобы удалялись вредные газы.
- Резка и сварка проводятся на расстоянии до 10 м от перепускных рамп, ацетиленовых генераторов.
- Секции загрузочных коробок не должны переполняться карбидом.
- Корпус генератора постоянно должен быть наполнен нужным количеством воды.
- Запрещено работать с баллоном кислорода, давление которого ниже нормы.
- Пламя горелки направляется в сторону, противоположную источнику газопитания.
Сварочные работы должны производиться с максимальным соблюдением правил безопасности и с применением только качественного оборудования. Это позволит сделать процесс безопасным, а соединение металлов – надежным.
Источник: http://www.syl.ru/article/196421/new_gazovaya-svarka-i-rezka-metallov-tehnologiya-gazovoy-svarki-oborudovanie-dlya-gazovoy-svarki
Газопламенная обработка металлов — это ряд технологических процессов, связанных с обработкой металлов высокотемпературным газовым пламенем. Наиболее широкое применение имеет газовая сварка и резка, которые, несмотря на более низкую производительность и качество сварных соединений по сравнению с электрическими способами сварки плавлением, продолжают сохранять свое значение при сварке тонколистовой стали, меди, латуни, чугуна. Преимущества газовой сварки и резки особенно проявляются при ремонтных и монтажных работах ввиду простоты процессов и мобильности оборудования. Кроме сварки и резки газовое пламя используется для наплавки, пайки, металлизации, поверхностной закалки, нагрева для последующей сварки другими способами или термической правки и т.д.
Газовая сварка. Газовое пламя чаще всего образуется в результате сгорания (окисления) горючих газов в технически чистом кислороде (чистота не ниже 98,5 %). При горении горючих газов с использованием воздуха температура газового пламени низкая (не выше 2000 °С), так как много теплоты расходуется на нагрев азота, содержащегося в воздухе. В качестве горючих газов используют ацетилен, водород, метан, пропан, пропанобутановую смесь, бензин, осветительный керосин.
Рис. 1. Распределение температуры по оси нормального газового пламени: 1 — ядро; 2 — восстановительная зона; 3 — факел
Газовое сварочное ацетиленокислородное «нормальное» пламя имеет форму, схематически показанную на рис. 1 [1]. Во внутренней части ядра (зона 1) пламени происходит подогрев газовой смеси, поступающей из сопла до температуры воспламенения. В наружной оболочке ядра происходит частичный распад ацетилена. Выделяющиеся частицы углерода раскалены, ярко светятся, четко выделяя очертания оболочки ядра (температура газов в ядре невелика и не превышает 1500 °С).
Зона 2 (восстановительная зона) является наиболее важной частью сварочного пламени (сварочной зоной). В ней происходит первая стадия сгорания ацетилена за счет кислорода, поступающего в сопло из баллона, в результате чего здесь развивается максимальная температура.
Содержащиеся в сварочной зоне газы обладают восстановительными свойствами по отношению к оксидам многих металлов, в том числе и к оксидам железа. Поэтому ее можно назвать восстановительной. Содержание углерода в металле шва изменяется незначительно. В зоне 3 или факеле пламени протекает догорание газов за счет кислорода воздуха, что отражает состав газов в факеле. Содержащиеся в факеле газы и продукты их диссоциации окисляют металлы, т.е. эта зона является окислительной. Вид ацетиленокислородного пламени зависит от соотношения кислорода и ацетилена (β) в газовой смеси, подаваемой в горелку.
Рис. 2 Строение ацетиленокислородного пламени: а — нормальное; б — окислительное; в — науглероживающее
При β = 1,1 . 1,2 пламя нормальное (рис. 2, а). Ядро пламени резко очерченное, цилиндрической формы с плавным закруглением, ярко светящейся оболочкой, четко выражены все три зоны.
При увеличении этого соотношения (например β = 1,5), т.е.- относительном увеличении содержания кислорода (окислительное пламя), форма и строение пламени изменяются (рис. 2, б). При этом реакции окисления ускоряются, а ядро пламени бледнеет, укорачивается и приобретает коническую заостренную форму. В этом случае сварочная зона утрачивает восстановительные свойства и приобретает окислительный характер (содержание углерода в металле шва уменьшается, выжигается).
С уменьшением β (например, β = 0,5), т.е. при увеличении содержания ацетилена в газовой смеси реакции окисления замедляются. Ядро удлиняется и его очертания становятся размытыми (рис. 2, в). Количество свободного углерода увеличивается, частицы его появляются в сварочной зоне. При большом избытке ацетилена частицы углерода появляются и в факеле пламени. В этом случае сварочная зона становится науглероживающей, т.е. содержание углерода в металле шва повышается.
Пламя заменителей ацетилена принципиально подобно ацетиленокислородному и имеет три зоны. В отличие от углеводородных газов водородно-кислородное пламя светящегося ядра не имеет (нет светящихся частиц углерода).
Одним из важнейших параметров, определяющих тепловые, а значит и технологические свойства пламени, является его температура. Она различна в различных его участках как по длине вдоль его оси (рис. 1), так и в поперечном сечении. Она зависит от состава газовой смеси и степени чистоты применяемых газов (рис. 3) [1]. Наивысшая температура наблюдается по оси пламени, достигая максимума в сварочной зоне на расстоянии 2 . 3 мм от конца ядра. Эта сварочная зона является основной для расплавления металла. С увеличением β максимальная температура возрастает и смещается к мундштуку горелки. Это объясняется увеличением скорости горения смеси при избытке кислорода. При избытке ацетилена (β менее 1) наоборот, максимум температуры удаляется от мундштука и уменьшается по величине.
Рис. 3. Изменение температуры пламени различных видов
Горючие газы-заменители ацетилена, дешевле и недефицитны. Однако их теплотворная способность ниже, чем у ацетилена. Максимальные температуры пламени также значительно ниже. Поэтому их используют в ограниченных объемах в технологических процессах, не требующих высокотемпературного пламени (сварка алюминия, магния и их сплавов, свинца, пайка, сварка тонколистовой стали, газовая резка и т.д.). Например, при использовании пропана и пропанобутановых смесей максимальная температура в пламени 2400 . 2500 °С. Их используют при сварке стали, толщиной до 6 мм, сварке чугуна, некоторых цветных металлов и сплавов, наплавке, газовой резке и т.д.
При использовании водорода максимальная температура в пламени 2100 °С.
Нагрев металла пламенем обусловлен лучистым, и в основном конвективным теплообменом между потоком горячих газов и соприкасающейся с ним поверхностью металла. При вертикальном положении от пламени ее растекающийся поток образует на поверхности металла симметричное относительно центра пятно нагрева. При наклоне пламени пятно нагрева вытягивается по направлению оси и сужается с боков. Интенсивность нагрева впереди ядра выше, чем позади его.
Ввод тепла в изделие при газовой сварке происходит по большей площади пятна нагрева. Источник тепла менее сконцентрирован, чем при других способах сварки плавлением. В результате обширной площади разогрева основного металла околошовная зона (зона термического влияния) имеет большие размеры, что приводит к образованию повышенных деформаций сварных соединений (коробление).
При газовой сварке на металл сварочной ванны активно воздействует газовая фаза всего пламени и особенно сварочной зоны, содержащей, в основном, СО + Н2 и частично пары воды, а также СО2, Н2, О2 и N2 и некоторое количество свободного углерода. Состав газовой фазы определяется соотношением кислорода и горючего газа в газовой смеси, температурой пламени и различен в ее различных зонах. От этого зависят металлургические взаимодействия газовой фазы с металлом сварочной ванны. Основные реакции при сварке — это окисление и восстановление.
Направление реакции зависит от концентрации кислорода в газовой фазе (окислительное и науглероживающее пламя), температуры взаимодействия и свойств оксида. При сварке сталей основное взаимодействие газовой фазы происходит с железом, т.е. образование его оксидов или восстановление. Элементы, имеющие большее сродство к кислороду, чем железо (Al, Si, Mn, Cr и т.д.) могут интенсивно окисляться тогда, когда реакций окисления железа не проходит. Они легко окисляются не только в чистом виде, но и находясь в виде легирующих добавок, причем чем их содержание выше, тем окисление интенсивнее. Окисление таких элементов, как Al, Ti, Mg, Si и некоторых других вообще исключить не удается и для уменьшения их угара следует помимо регулирования состава газовой смеси использовать флюсы.
Ввиду относительно невысокого защитного и восстановительного действия пламени раскисление металла в сварочной ванне при сварке сталей достигается введением в нее марганца, кремния и других раскислителей через присадочную проволоку. Их действие основано на образовании жидкотекучих шлаков, способствующих самофлюсованию сварочной ванны. Образующиеся на поверхности сварочной ванны шлаки защищают расплавленный металл от кислорода, водорода и азота, газовой среды пламени и подсасываемого воздуха.
Содержащийся в пламени водород может растворяться в расплавленном металле сварочной ванны. При кристаллизации металла часть не успевшего выделиться водорода может образовать поры. Азот, попадающий в расплавленный металл из воздуха образует в нем нитриды. Структурные превращения в металле шва и околошовной зоне при газовой сварке имеют такой же характер, как и при других способах сварки плавлением. Однако вследствие медленного нагрева и охлаждения металл шва имеет более крупнокристаллическую структуру с равновесными неправильной формы зернами. В нем при сварке сталей с содержанием 0,15 . 0,3 углерода при быстром охлаждении может образовываться видманштеттовая структура. Чем выше скорость охлаждения металла, тем мельче в нем зерно и тем выше механические свойства металла шва. Поэтому сварку следует производить с максимально возможной скоростью.
Зона термического влияния состоит из тех же характерных участков, как и при дуговой сварке. Однако ее ширина значительно больше (до 30 мм при сварке стали больших толщин) и зависит от режима газовой сварки.
В процессе сварки происходит расплавление основного и присадочного металлов. Регулирование степени их расплавления определяется мощностью горелки, толщиной металла и его теплофизическими свойствами.
Газовой сваркой выполняют сварные соединения различного типа. Металл толщиной до 2 мм соединяют встык без разделки кромок и без зазора или, что лучше, с отбортовкой кромок без присадочного металла.
Металл толщиной 2 . 5 мм с присадочным металлом сваривают встык без разделки кромок с зазором между кромками. При сварке металла свыше 5 мм используется V- или Х-образная разделка кромок.
Тавровые и нахлесточные соединения допустимы только для металла толщиной до 3 мм. При большой толщине неравномерный разогрев приводит к существенным деформациям, остаточным напряжениям и возможности образования трещин. Свариваемые кромки зачищают от загрязнений на 30 . 50 мм механическими способами или газовым пламенем. Перед сваркой детали сварного соединения закрепляются в сборочно-сварочном приспособлении или собираются с помощью коротких швов — прихваток.
Направление движения горелки и наклон ее к поверхности металла оказывает большое влияние на эффективность нагрева металла, производительность сварки и качество шва.
Различают два способа сварки: правый и левый (рис. 4). Внешний вид шва лучше при левом способе сварки, так как сварщик видит процесс образования шва. При толщине металла до 3 мм более производительным является левый способ сварки ввиду предварительного подогрева кромок. Однако при большой толщине металла при сварке с разделкой кромок угол скоса кромок при правом способе сварки на 10 . 15° меньше, чем при левом. Угол наклона мундштука также может быть на 10 . 15° меньше. В результате повышается производительность сварки. Тепловое воздействие пламени на металл зависит от угла наклона оси пламени к поверхности металла (рис. 4).
Рис. 4. Правый и левый способы газовой сварки
Рис. 5. Применяемые углы наклона горелки в зависимости от толщины металла
В процессе сварки горелке сообщаются колебательные движения и конец мундштука описывает зигзагообразный путь. Горелку сварщик держит в правой руке. При использовании присадочного металла присадочный пруток держится в левой руке. Присадочный пруток располагается под углом 45° к поверхности металла.
Оплавляемому концу присадочного прутка сообщают зигзагообразные колебания в направлении, противоположном движению мундштука (рис. 6). Газовая сварка может производиться в нижнем, вертикальном и потолочном положениях. При сварке вертикальных швов «на подъем» процесс удобнее вести левым способом, горизонтальных и потолочных -правым способом. ≥α
Рис. 5 Движения горелки и проволоки: а — при сварке стали толщиной более 3 мм в нижнем положении;б — при сварке угловых валиковых швов; 1 — движение проволоки; 2 — движение горелки; 3 — места задержек движения
При необходимости использования флюса он наносится на свариваемые кромки или вносится в сварочную ванну оплавляемым концом присадочного прутка (налипающим на него при погружении во флюс). Флюсы могут использоваться и в газообразном виде при подаче их в зону сварки с горючим газом.
1. Лосев В.А., Юхин Н.А. Иллюстрированное пособие сварщика. М.: Изд-во «Соуэло», 2000. 60 с.
Источник: http://www.shtorm-its.ru/info/articles/tekhnologiya-gazovoy-svarki/
Современная газовая сварочная обработка металлов используется для осуществления процесса нагрева металлических элементов для прочного их соединения. Суть нагрева основана на сжигании горючего газа в специальных сварочных горелках. Данный процесс характеризуется медленным, возможно плавным нагревом металла. Это обуславливает основные сферы ее применения.
Газовая сварка используется в таких моментах и областях деятельности, как:
• При работе со сталью, толщина которой составляет 0,2 – 5 мм. Здесь требуется знать, что с увеличением показателей толщины металла, по причине более медленного нагрева, автоматически снижается уровень производительности труда;
• Для соединения изделий и элементов, выполненных и цветных металлов;
• Сварка газовая используется в процессе работе с инструментальными сталями, которые требуют относительно мягкого нагрева, а также более медленного охлаждения;
• Не обойтись без такого процесса, как сварка газовая металлов при соединении чугунных элементов, а также некоторых иных специальных сталей, которые требуют определенного подогрева при осуществлении данного вида деятельности.
Подобные работы обычно производятся на предприятиях, но газовая сварка также достаточно широко используется в процессе осуществления ремонтных работ, где требуется процесс твердой пайки, а также некоторых видов и типов наплавочных работ. Несмотря на то, что сварка газовая не достигает такой высокой скорости, как электродуговая сварка, ей отдают предпочтение очень много мастеров, так как процесс характеризуется мобильностью и относительной простотой.
Основные преимущества газовой обработки
В современной промышленности применяется именно такая сварка, так как метод обладает немалым количеством преимуществ. Это такие положительные стороны, как:
• Отсутствие необходимости в применении разных источников электроэнергии, а также дорогостоящего оборудования. Именно благодаря этому все без исключения сварочные работы можно смело провести в лесу или на участке, где не проведены инженерные коммуникации. Стоит отметить, что большинство нефтепроводов, которые были созданы много лет назад, были сварены, как раз посредством газовой обработки металлов. Это обеспечивает возможность производить ремонтные работы разных частях зданий и сооружений, а также в самых разных областях и регионах России;
• Подобная газовая сварка металлов идеально подходит для эффективного и качественного соединения свинца, латуни, чугуна и меди, что также является одним из основных преимуществ. Присутствует возможность осуществлять замену мощности пламени для соединения металлов, которые характеризуются разными температурными показателями плавления;
• К положительной характеристике можно отнести относительно медленный нагрев, а также остывание материала;
• Если используется такая сварка газовая, швы получаются идеально ровными, а также высококачественными. Необходимо помнить, что для достижения подобного результата требуется грамотно выбрать параметры мощности пламени и его вид, также не менее важна марка проволоки;
• Прочность полученных швов очень часто получается на порядок выше, чем в ситуации применения обычно электродуговой сварки, где применяются низкокачественные электроды;
• В процессе работы с газовой сваркой, у специалиста появляется возможность достаточно быстро изменять установленную температуру пламени;
• Посредством такого метода, как сварка можно не просто закалять материал, но также осуществлять его резку, а также производить свое основное действие – сваривать максимально эффективно разные виды металлов.
Благодаря всем вышеперечисленным положительным факторам, газовая сварка среди прочих по своим масштабам применения занимает второе место. Данный метод немного уступает только дуговой электросварке. При осуществлении подобного способа сваривания деталей, могут быть использованы такие горючие газы, как водород, ацетилен, природный газ, пары бензина, керосин, а также пропан-бутан.
Прежде чем будет выбрана для работы та или иная сварка, важно узнать не только основные преимущества вида, но также и некоторые недостатки.
Газовая сварка — отрицательные стороны
Знание и ознакомления с присутствующими недостатками поможет определиться с тем, какой метод сварки для каких работ подойдет более оптимальным образом. Говоря о данной стороне метода, можно отметить такие факторы, как:
• Одновременно с увеличением толщины материала, автоматически снижается уровень производительности. Например, если толщина металла будет немного больше 5 мм, его сварка будет совершенно невыгодной, так как наиболее оптимальным способом здесь будет применение электродуговой сварки;
• Присутствует достаточно широкая зона нагрева, потому сварка газовая для некоторых ситуаций может не подойти. Это может стать причиной перегрева элементов, которые относятся к категории термически неустойчивых. Они потеряют свою форму при нахождении рядом с зоной осуществления нагрева;
• В процессе использования такого вида сварки могут быть использованы достаточно опасные вещества, они могут стать самой настоящей бомбой. Газовые баллоны требуется держать на значительном расстоянии от разнообразны органических веществ, например, от жиров и всех видов масла, на таком же расстоянии должна производиться и сама сварка;
• Специалисты не рекомендуют использовать данный вид обработки металла при соединении внахлест металлических элементов, толщина которых составляет 3 мм. Все дело в том, что в подобной ситуации в металле может появиться определенное напряжение, которое может стать одной из причин образования некоторой деформации в местах, где производится спайка;
• Сварка металлов такого плана не рекомендована для работы с высокоуглеродистыми сталями;
• Подобный вид совершенно не подходит для легирования наплавляемого металла. Стоит обратить особое внимание, что на качество швов оказывает влияние качество обмазки электродов;
• Сварка такого плана не поддается процессам механизации;
• Также к отрицательной стороне можно отнести относительно медленный нагрев и последующее остывание всех присутствующих свариваемых поверхностей.
Подводя итоги, можно отметить, что знание всех положительных и отрицательных сторон поможет сделать выбор метода максимально обоснованно. Многие специалисты отмечают, что замедленная скорость может быть отнесена, как в положительной, так и к отрицательной стороне. Преимущество присутствует, так как некоторые металлы требуют определенных мягких условий. Что же касается недостатков, то тут все просто, некоторые виды металлов просто нуждаются в иных условиях сварки.
При осуществлении данного процесса, важно знать, что есть две основные особенности обработки металлов, которая относится к категории газовой:
• Чем более чистый используется кислород, тем меньшим будет его расход, а соответственно выше общая скорость резки и чище кромка;
• При применении такого метода сварки часто получают в результате стыковые и торцевые соединения.
Именно на основании всех присутствующих положительных факторов, а также универсальности, газовая сварка металлов завоевала высокие показатели популярности и прочно занял свою нишу в промышленности.
Источник: http://studfiles.net/preview/5909218/page:3/
Газовая сварка. Газовая сварка — это способ соединения плавлением, при котором металл нагревают пламенем газа, сжигаемого в смеси с кислородом. Газовым пламенем металл
Газовая сварка — это способ соединения плавлением, при котором металл нагревают пламенем газа, сжигаемого в смеси с кислородом. Газовым пламенем металл нагревается медленнее, чем дугой, и ширина зоны термического влияния значительно больше. Интенсивность нагрева 10 2 — 10 3 Вт/см 2 , что гораздо меньше, чем при дуговой сварке (10 3 — 10 5 Вт/см 2 ). Управлять процессом при газовой сварке легче, чем при дуговой: он не такой быстрый, в широких пределах можно регулировать интенсивность нагрева, приближая или отдаляя горелку, что очень существенно при сварке малых толщин. Оборудование для газовой сварки простое и мобильное (передвижное). Поэтому газовую сварку широко применяют для соединения изделий из тонкого листа, трубопроводов небольшого диаметра, деталей из чугуна, бронзы и цветных сплавов, а также для выполнения наплавочных работ. Основные недостатки газовой сварки: меньшая производительность и худшие показатели экономичности, большие деформации основного металла, перегрев и рост зерна в сварном соединении.
В качестве горючих газов преимущественно используют ацетилен (С2Н2), а иногда природные газы, пропан-бутановые смеси (сжиженные), водород, пары бензина и керосина, нефтяные газы и др.
Наивысший теплотворной способностью среди указанных газов обладает ацетилен и при сгорании обеспечивает самую высокую температуру до 3200 °С. Ацетилен получают в специальных генераторах из карбида кальция СаС2 при его взаимодействии с водой: СаС2 + Н2О = Са(ОН)2 + С2Н2. При разложении 1 кг СаС2 образуется 250 — 300 л ацетилена.
Ацетилен относится к непредельным углеводородам, легче воздуха, бесцветен и имеет слабый эфирный запах. При избыточном давлении (свыше 1,75 атм) ацетилен становится взрывоопасным. Он хорошо растворяется в ацетоне (соотношение 1 : 23). Этим его свойством и пользуется для хранения в баллонах. Ацетиленовые баллоны заполняют пористой массой (активированным углем), пропитанной ацетоном. Ацетилен заливают в баллоны под давлением 15 — 16 атм, он растворяется в ацетоне при нормальной температуре. В таком виде его хранение безопасно. Ацетиленовые баллоны окрашивают в белый цвет.
Сварку проводят при непосредственном питании от генератора или от ацетиленового баллона. Ацетилен и кислород смешивают в нужной пропорции в сварочной горелке. Кислород поставляют в сварочной горелке в сжатом или сжиженном состоянии. Сжатый кислород хранят и транспортируют в баллонах вместимостью 40 л, в которых вмещается 6 м 3 газа, сжатого давлением 15 МПа (150атм). Жидкий кислород используют с помощью газификаторов для централизованного питания сварочных постов по стационарным трубопроводам.
Сварочные горелки служат для образования газосварочного пламени. Горелки бывают низкого и среднего давления. В горелки среднего давления ацетилен подается при избыточном давлении 0,25 — 0,50 атм. При низком давлении ацетилена 0,01 — 0,05 атм используется принудительное его засасывание при помощи разрежения, создаваемого кислородной струёй на выходе из инжектора горелки. Инжекторная горелка получила наиболее широкое распространение, так как она более безопасна и универсальна (может работать при среднем и низком давлении).
Кислород под давлением 3 — 4 атм поступает в горелку и через ниппель, регулировочный вентиль и трубку подается к инжектору. Создавая значительное разрежение за инжектором, кислород засасывает ацетилен, поступающий через ниппель и вентиль, в камеру смешения, где и образуется горючая смесь. По наконечнику горючая смесь поступает в мундштук, при выходе из которого сгорает и образует сварочное пламя.
Горелки описанного типа имеют сменные наконечники с различными диаметрами выходных отверстий инжектора и мундштука, что обеспечивает возможность регулирования мощности газосварочного пламени.
Вопросы для самостоятельной работы. Сварка и пайка в энергетике. Способы, сущность, преимущества и недостатки. Литература: Материаловедение. (Под общей ред. Б.Н. Арзамасова и Г.Г. Мухина) 3-е изд. переработанное и дополненное. М: Изд-во МГТУ им. Н.Э.Баумана, 2002.
Источник: http://studopedia.ru/1_109961_gazovaya-svarka.html
 Сварка в первоначальном своём виде существовала ещё в культурах древнего Египта. Можно с небольшой погрешностью считать, что сваривать, спаивать металлы люди научились одновременно с освоением иных способов обработки металлов. Конечно, эффективность древних методик сварки была далека от современных способов, но многие сваренные столетия назад конструкции до сих пор служат креплениями сооружений, дворцов, храмов. Например, практически вся архитектура эпохи Возрождения держится на сварных конструкциях.
Сварка в первоначальном своём виде существовала ещё в культурах древнего Египта. Можно с небольшой погрешностью считать, что сваривать, спаивать металлы люди научились одновременно с освоением иных способов обработки металлов. Конечно, эффективность древних методик сварки была далека от современных способов, но многие сваренные столетия назад конструкции до сих пор служат креплениями сооружений, дворцов, храмов. Например, практически вся архитектура эпохи Возрождения держится на сварных конструкциях.
Это возможно покажется удивительным, но вначале человек открыл и усовершенствовал электросварку, а уже впоследствии, в 1903 году французы изобрели аппарат для газовой сварки. В нём применялся ацетилен и кислород. В общем-то, его конструкция и принцип действия до сих пор не изменились и применяются уже в современных аппаратах. Конечно, попутно вносились определённые усовершенствования. Менялось вспомогательное оборудование, совершенствовались кислородные баллоны, редукторы, материалы, используемые в качестве прокладок и т.д.
У газовой сварки, как и у электродуговой, лазерной, есть свои достоинства и недостатки, обязательные к тому, чтобы их учитывать во время выбора способа сваривания. Ведь, в конечном итоге, важны качество шва и минимизация затрат на сваривание.
- Не нужно сложного дорогого оборудования и дополнительного источника электроэнергии. Таким образом, сваривать можно даже в чистом поле. Кстати, все нефтепроводы, создаваемые в промежутке между 1926 и 1935 годами, сваривались именно с помощью газовой сварки. Эта же особенность позволяет проводить ремонтные работы в самых разных частях зданий, сооружений, областях и регионах.
- Можно в очень широких пределах варьировать мощностью пламени, сваривая металлы с самыми разными температурами плавления.
- Чугун, медь, свинец и латунь лучше свариваются с помощью газовой сварки.
- При правильном выборе марки присадочной проволоки, мощности и вида пламени, получаются высококачественные швы. Когда подтвердилось высокое качество получаемых швов, газоацетиленовой сварке доверялись самые ответственные производственные участки.
- Медленный нагрев и остывание свариваемых поверхностей.
- Сварщик может легко варьировать температурой пламени. Оказывается, при изменении угла наклона пламени к свариваемой поверхности меняется также температура. Если пламя расположено по нормали, то его температура максимальна.
- Прочность получаемых при газовой сварке швов может быть выше, чем при электродуговой сварке с применением электродов низкого качества.
- Газовая сварка позволяет сваривать, резать и закалять металлы.
На рисунках показаны баллоны используемые для газовой сварки.


- Большая зона нагрева. Близлежащие к месту сварки термически неустойчивые элементы могут быть повреждены из-за повышенной зоны нагрева.
- С толщиной падает производительность. Сварка металлов толщиной более 5 миллиметров невыгодна. В этих случаях применяют электродуговую сварку.
- При соединении внахлёст металлов толщиной более 3 миллиметров применять газовую сварку не рекомендуется, потому что возникают напряжения в металле, которые могут привести к деформации и разрушению места спайки.
- При газовой сварке применяются достаточно опасные вещества, дающие с кислородом воздуха взрывные смеси (водород, ацетилен и т.д.) Газовые баллоны, применяемые при сварке, должны быть максимально удалены от органических веществ (жиров, масел, углеводородов). Несоблюдение правил техники безопасности может привести к пожарам и взрывам.
- Медленный нагрев и остывание свариваемых поверхностей.
- Практически не поддаётся механизации, в отличие от электродуговой сварки.
- При газовой сварке не получается легировать наплавляемый металл. В то же время, качество швов, получаемых электродуговой сваркой очень сильно зависит от применяемых электродов и специальной обмазки.
- Высокоуглеродистые стали не рекомендуется сваривать с помощью газовой сварки.
На данном рисунке показано устройство газового резака.
Вы наверняка заметили, что среди преимуществ и недостатков мы одновременно отметили медленные скорости нагревания и остывания. В действительности, это качество является и достоинством и недостатком газовой сварки. Достоинство заключается в том, что многие металлы и сплавы требуют мягких (постепенного нагрева) условий при сваривании. Например, цветные металлы и некоторые инструментальные стали хорошо свариваются именно с помощью газовой сварки.
- При газовой сварке чаще всего получают стыковые и торцовые соединения.
- Чем чище кислород, тем выше скорость резки, меньше расход кислорода и чище получаемая кромка. В настоящее время применяются три сорта кислорода.
Совершенно очевидно, что газовая сварка прочно заняла своё место (нишу) и наверняка ещё долгое время будет применяться в самых разных отраслях и производствах.
Источник: http://best-stroy.ru/statya_preimushchestva-i-nedostatki-gazovoy-svarki_1822
Ручная газовая сварка предусматривает то, что в одну руку сварщик берет горелку, а другой удерживает проволоку для газовой сварки. Сварщик должен быть обеспечен элементами личной защиты, в том числе и специальными очками.
Рисунок 1. Схема технологии сварки газом.
Резка металлов и газовая сварка своими руками предполагают обязательное соблюдение техники безопасности. Вблизи места, где производится сварка газовой горелкой, не должно быть огнеопасных и легковоспламеняющихся веществ. При проведении газовой сварки в закрытом помещении рабочий должен периодически дышать свежим воздухом.
Схема технологии сварки газом приведена на рис. 1. При направлении пламени газовой горелки для сварки на материал кромки металла необходимо располагать в зоне пламени, которая является восстановительной.
Нельзя однозначно ответить на вопрос о том, какой метод сварки лучше. Сварочные мини-установки или обычное оборудование — для каждого характерны свои отличительные особенности. Осуществляя выбор газового оборудования, обязательно учитывают способы газовой сварки.
Схема устройства газовой горелки.
Сварку производят только с помощью специализированного оборудования. Основным инструментом, представляющим собой оборудование для газовой сварки, является газовая горелка, позволяющая смешивать ацетилен с кислородом в необходимых объемах. В итоге происходит образование горючей смеси, которая вытекает с необходимой скоростью из мундштука, обеспечивая при этом устойчивое пламя.
Для каждого вида оборудования характерна своя технология газовой сварки металлов, поэтому при выборе в первую очередь необходимо отталкиваться именно от этого. Только после этого переходят на изучение особенностей, присущих тому или иному виду оборудования.
Для защиты трубопровода в сварочных устройствах предусмотрено наличие предохранительных водяных растворов. Иначе существует риск, что огонь может нанести обратный удар. Применение ацетиленового генератора в аппарате, используемом для сварки ацетиленом, связано с защитой от того же риска.
Сварочный пост оснащен затвором, наличие которого должно обеспечивать соответствующий уровень безопасности сварочных работ. Затвор — это главная часть поста газовой сварки, он должен быть всегда в нормальном положении, наполненным водой до того уровня, на котором находится контрольный кран. Затвор в горелке располагается между ней либо резаком и ацетиленовым генератором.
Техника использования газовых баллонов.
При сварке газом обязательно применяются специальные газовые баллоны. В них содержится кислород или другой сжатый газ. Сам баллон представлен сосудом цилиндрической формы. Горловину такого изделия всегда оборудуют отверстием, имеющим резьбу, куда ввинчивается запорный вентиль. Баллоны создаются из труб легированной и углеродистой стали. Чтобы не спутать баллоны, их окрашивают в соответствующий цвет, указывающий на тот вид газа, который в нем содержится. Верхняя сферическая часть остается без окрашивания, поскольку она содержит паспортные данные.
Отличительная особенность, которой обладает сварочный пост для газовой горелки, состоит в надежно смонтированном хомуте баллона, имеющего вертикальное положение. Перед покупкой приспособлений для газовой сварки следует выяснить требования к вентилям, используемым в баллонах. Производство подобных изделий осуществляется только из латуни, поскольку для стали характерна особенность быстро подвергаться коррозии. Для производства ацетиленовых вентилей используется сталь, но не медь, поскольку она и сплавы с ее содержанием свыше 70% применять запрещено.
Применение газового редуктора необходимо для понижения давления газа, поступающего из баллона. Оно должно поддерживаться на оптимальном уровне. Редукторы для разных моделей сварочных устройств имеют один и тот же принцип действия и оснащены одинаковыми составляющими элементами. Редукторы могут быть как однокамерными, так и двухкамерными. Последние не так склонны к замерзанию, как первые, обеспечивая неизменный и постоянный уровень давления.
С помощью рукавов, которые еще называются шлангами, осуществляют подведение горелки под газ. Рукава должны обладать достаточной прочностью, гибкостью, способностью выдерживать давление газа. Для производства рукавов применяют вулканизированную резину, снабжая данное приспособление тканевыми прокладками. Через рукава проходит кислород и ацетилен. Для производства шлангов, пропускающих бензин и керосин, применяется бензостойкая резина.
В процессе газовой сварки могут применяться различные расходные материалы. В первую очередь это присадочная проволока для газовой сварки, которая близка к структуре свариваемого металла по химическому составу, поэтому пользоваться случайными видами проволоки запрещено.
Поверхность проволоки является гладкой и ровной. Она не должна иметь следы масла, окалины, ржавчины, краски. Температуры плавления металла и проволоки должны совпадать. Правильно, если проволока для сварки плавится равномерно, а присадочные материалы не разбрызгиваются. В результате происходит образование плотного металла с однородной структурой, не содержащего примесей и других дефектов. При сварке могут применяться плоские металлические нарезанные листы той же марки, которую имеют свариваемые изделия. Это характерно для сварки цветных металлов либо нержавеющей стали.
С целью защиты расплавленного металла от окисления при сварке применяют флюсы, которые являются мостами или порошками, наносимыми на проволоку и кромку обрабатываемого изделия. При выборе состава флюса следует опираться на свойства металла и его вид. В качестве флюса применяется и борная кислота с бурой (прокаленные).
Газопрессовая сварка металла.
Газопрессовая сварка производится на основе установок, включающих станок для осадки при сварке с механизмами, позволяющими производить зажатие деталей. Приспособление включает горелку, осуществляющую нагрев. В состав оборудования входит система питания газами, воздухом (для использования пневматических приспособлений) и водой с целью процесса охлаждения.
Газопрессовую сварку производят с помощью многосопловых горелок, которые имеют водяное охлаждение. Сварка труб и стержней иногда производится с использованием разъемных горелок, которые включают две половины, связанные между собой шарнирно. Торцевой нагрев и сварки листов горелки иногда изготавливаются неразъемными.
Материалы детали претерпевают осадку и зажатие в станке, что определяется размером изделия, а также требуемой величиной осевого давления при сварке ручным способом с использованием пневматических устройств либо механизированным, предполагающим применение гидравлических устройств.
Осуществление способа зажатия и осадки зависит от величины максимального усилия, требуемого при выполнении данных операций в отношении к размеру сечений деталей, которые свариваются на данном оборудовании. Усилие для зажатия в 2 раза превышает усилие с целью осадки, на которое влияют сами свариваемые материалы.
Для определенных видов конструкций станков характерно наличие каретки, позволяющей закреплять и перемещать сварочную горелку. Конструкция горелок определяется формой свариваемых деталей.
Способы газопламенной сварки.
Сварка газопроводов, как и другие виды сварки, требуют специализации механизированных установок, которая основана на конкретном типе конструкций свариваемых деталей и соединений. Создание универсального средства, позволяющего механизировать процесс сварки, привело к разработке оборудования, на котором производится газопламенная сварка. Различные виды установок, используемые в промышленности с целью газопламенной сварки, характеризуются особой трудностью при их создании. Они отличаются экономичностью, компактностью и производительностью. Для таких установок предусмотрено максимальное сокращение времени на осуществление работ.
Среди основных видов оборудования можно отметить наличие резака, имеющего вентили подвода окислителя и топлива. Сюда входят и баллоны с окислителем и топливом. Для жидкого кислорода, выступающего окислителем, характерна техническая чистота. Топливо является газообразным углеводородом, который сжижен при давлении от 140 до 180 атмосфер. Бытовой газ и ацетилен являются наиболее распространенными. За счет ацетилена пламя становится более горячим, а использование бытового газа является более дешевым и доступным.
Конструкция горелки включает коллекторы кислорода с топливом, рукоятку, камеры смешивания, клапаны.
Различают два основных вида смесителей: инжекторные, нормального либо среднего давления. При работе с ними должна обязательно соблюдаться техника безопасности при газовой сварке, что обязательно предусмотрено в паспорте безопасности. Вместе с тем прилагается технический паспорт.
Поскольку ацетилено-кислородная сварка требует наличия баллонов, предусмотренных для ацетилена, то для их изготовления применяются стальные цилиндры объемом 0,3-11,5 м³, оснащенные клапаном и окрашенные в черный цвет. В них предусмотрен заполнитель, который представляет собой пористый материал с увлажненной структурой, обеспечивающий безопасное хранение ацетилена под давлением, равном 2 МПа. Баллон можно применять только в вертикальном положении.

Рекомендации по кислородно-ацетиленовой сварке.
В условиях промышленной безопасности обязательно следят за уровнем рабочего давления газа ацетилена, который не должен составлять выше 0,15 МПа, иначе нестабильность давления способна вызвать взрыв баллона.
Чтобы снизить высокий уровень давления газа в баллоне, применяются регуляторы. За счет них уровень давления поддерживается стабильным и снижается во время работы. В состав регулятора входит цилиндр высокого давления, имеющий клапан. Управление данным клапаном осуществляется посредством гибкой диафрагмы. С помощью ручки либо винта происходит воздействие на диафрагму, что позволяет открывать и закрывать клапан в регуляторе. Большинство из регуляторов оснащено двумя манометрами: высокого и низкого давления.
Регуляторы бывают одноступенчатыми или двухступенчатыми. Последние подходят для более тяжелых условий работы, к примеру, в строительстве, так как уровень пожарной безопасности в них довольно высокий, как и уровень надежности. Ацетиленовые регуляторы оснащены манометрами с калибровочной шкалой красного цвета. Это предусмотрено для безопасности. Резьба кислородных регуляторов — правая, а для ацетиленовых и прочих газов — левая. Определять тип резьбы необходимо в местах соединений по пазу.
Горелка с цилиндрами регулятора соединяется с помощью шлангов. Для кислорода предусмотрен шланг зеленого цвета, а топлива — красный. Размеры шлангов бывают 1/2, 1/4, 3/8, 3/16 дюйма. Каждый шланг имеет соответствующий режим обслуживания, который бывает легким, стандартным либо тяжелым.
Чтобы в процессе горения обеспечивалась смесь кислорода и топлива, в горелке предусмотрен смеситель.
Если эксплуатация оборудования не является правильной, это может вызвать попадание смеси обратно в резиновый шланг, что приведет к его возгоранию. При этом может загореться и сам регулятор.
Между горелкой и шлангом устанавливается обратный клапан, который не позволяет смеси выходить обратно. Он предусмотрен на любой горелке.
Источник: http://expertsvarki.ru/tehnologii/gazovaya-svarka.html
Газовая сварка применяется уже более сотни лет. Ее технология до сегодняшнего дня является актуальной, хотя и меньше стала использоваться, так как появились новые современные методики сваривания металлических конструкций.
Сущность газовой сварки заключается в предварительном плавлении металлических образцов, и последующим их соединении. Горение газовой смеси осуществляется с присутствием очищенного кислорода.
- Оборудование для сварки недорогое, довольно простое в управлении
- Проблемы с приобретением газовой смеси отсутствуют.
- Нет необходимости в наличии мощного источника электропитания, защитной среды.
- Возможность контроля пламени, регулировки его мощности.
- Можно использовать разные режимы газовой сварки.
- Газосварка образует широкую тепловую зону.
- Низкая скорость нагревания металла.
- Тепловая энергия плохо концентрируется (интенсивно рассеивается). В результате с увеличением толщины свариваемых изделий существенно снижается производительность.
- Ощутимый минус в стоимости топлива/электроэнергии
- Плохо поддается механизации. Автоматическая сварка может применяться при соединении тонкостенных труб в продольном шве с использованием многопламенной горелки.
Технология газовой сварки предусматривает применение газов разного типа, на выбор которых влияет множество критериев. Одним из таких газов является кислород, который не имеет запаха и цвета. Кислород используется катализатор, активирующий процедуру плавления материалов при выполнении их резки/соединения.
Очищенный кислород для сварки получают из обычного воздуха. Для этого используется специальная аппаратура. Кислород подразделяется на три вида в зависимости от степени его очистки: 98,5-процентный, 99,2-процентный, 99,5-процентный.
Также для выполнения разнообразных манипуляций при сварке/резке металла для газовой сварки применяют – бесцветный газ, который получается при взаимодействии воды с карбидом кальция. Ацетилен в определенных условиях способен взорваться: при его нагревании более чем до 400º, давлении более 1,5 атмосферы.
Затворы предназначены для обеспечения безопасности при проведении газосварочных работ. Это основной элемент, входящий в сварочный пост для газовой сварки. Водяной затвор обязан всегда быть исправным, наполненным водой.
Баллоны для сжатых газов (кислорода и прочих) – это специальная емкость цилиндрической формы, изготовленная из стали. В горловине выполнено отверстие, в которое вкручивается запорный вентиль. Бесшовные газовые баллоны производят из легированной, углеродистой стали.
Для газовых баллонов применяются латунные вентили. Сталь для этих целей не используется, так как поддается сильной коррозии при взаимодействии с влажным кислородом.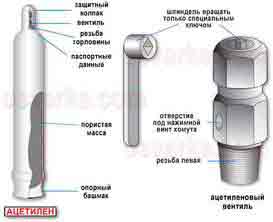
Данный элемент необходим для снижения газового давления, отбираемого из баллонов, поддерживания его на постоянном уровне, в независимости от уменьшения газового давления в баллоне.

Рукава предназначены для подведения непосредственно в горелку газа из баллона. Для их производства используется резина, вулканизированная, с тканевыми прокладками. Рукава отдельно производятся под кислород, ацетилен. Рукава (шланги) под керосин, автомобильный бензин изготавливаются из специальной бензостойкой резины.
Газовые горелки для сварки — это ключевые инструменты для выполнения ручной газосварки. В горелке осуществляется перемешивания в необходимых пропорциях ацетилена, кислорода. Горючая смесь, которая получается в результате смешения, подается через мундштук с установленной скоростью, при сгорании предоставляет устойчивое пламя при сваривании, например, водопровода.
Для обеспечения защиты от внешних воздействий сварной ванне применяется специализированный флюс. Обычно в качестве него применяют борную кислоту, которая непосредственно наносится на поверхность соединяемых металлических конструкций, на проволоку, используемую для сварочных работ. Газосварка без применения флюса применяется для образцов из углеродистой стали. Обязательно использование флюса для свариваемых заготовок из алюминия, магния, меди, сплавов с этими металлами.
Для выполнения соединения различных металлических конструкций также используется присадочная проволока, за счет которой образуется сварной шов. Используемая проволока для сварочных работ должна обязательно быть чистой, на ее поверхности не должно быть лакокрасочного покрытия, ржавчины. Вместо такой проволоки, в отдельных ситуациях применяется полоска из такого же металла, что и соединяемые детали. При выполнении сварки трубопроводов обязательно нужно надевать очки.
Какие материалы позволяют соединять способы газовой сварки?
Легированные стали характеризуются плохой теплопроводностью в отличие низкоуглеродистой, в результате коробятся при сварке больше. Низколегированные стали прекрасно свариваются газосваркой.
Образцы из низкоуглеродистой стали можно сваривать по любой технологии газосварки. При соединении углеродистых сталей используется проволока, изготовленная из малоуглеродистой стали.
Сварка чугуна производится для заварки трещин, отколовшихся элементов конструкций, для восстановления различных дефектов. При этом пламя должно быть науглероживающим, потому что окисление вызывает выгорание кремния, в результате чего формируются чугунные зерна белого цвета.
Химический элемент медь характеризуется повышенной теплопроводностью. При соединении медных образцов к участку расплавления необходимо проводить больше тепла. В процессе сваривания между кромками больших зазоров не делают. Присадочным материалом при такой сварке является медная проволока, а для раскисления химического элемента используют флюсы.
Газосварка бронзы используется для выполнения ремонта литых образцов. Пламя при сварке должно обладать восстановительными свойствами, потому что при окислительном пламени из бронзы эффективно выгорает алюминий, кремний, олово. Присадочным материалом должна быть проволока, изготовленная из близкого по составу сырья соединяемому изделию.
Обязательно должна соблюдаться техника безопасности при газовой сварке:
- запрещено выполнять газосварку вблизи с легко возгорающимися материалами, к примеру, нефтепровода;
- работы должны выполняться в достаточно проветриваемом помещении;
- при выполнении газосварки в замкнутом пространстве, необходимо периодически выходить на свежий воздух;
- при газопламенной обработке металлических изделий, в помещении должна быть оборудована хорошая вентиляционная система;
- сваривание, резка изделий должна производиться на расстоянии 10 метров от ацетиленовых генераторов, рамп перепускных;
- запрещается применение кислородных баллонов с давлением ниже установленной нормы;
- в корпусе генератора постоянно должен быть необходимый объем воды;
- загрузочные короба не должны быть переполнены карбидом;
- направление пламени должно быть противоположно источнику газа.
Технология газовой сварки требует неукоснительно соблюдать правила техники безопасности и использовать только исправное качественное оборудование.
Источник: http://electrod.biz/vidy/tehnologiya-gazovoy-svarki.html
Газовая сварка относится к одному из способов сварки плавлением. Сущность газовой сварки состоит в том, что для нагревания и расплавления свариваемых кромок основного металла и присадочного материала, используется сварочное пламя, образующееся при сгорании горючих газов в смеси с кислородом.
При этом в процессе сварки газовое пламя окружает зону сварки и образует, таким образом, защитную зону, предохраняющую расплавленную сварочную ванну от воздействия окружающей среды. Особенностью газовой сварки является медленный нагрев и медленное охлаждение свариваемого металла.
Схема газовой сварки показана на рисунке. Под действием газового пламени (поз.4) из газовой горелки (поз.3), свариваемые кромки основного металла (поз1) расплавляются одновременно с присадочным материалом (поз.2), который дополнительно вносится в сварочное пламя. После остывания и расплавленного металла, получается сварной шов (поз.5).
Преимуществами газовой сварки являются:
— простая технология газовой сварки;
— не требуется источник сварочного тока, как, например, при ручной дуговой сварке;
— оборудование для газовой сварки достаточно простое.
К недостаткам газовой сварки можно отнести:
— небольшая производительность, особенно, при сварке металлов толщиной более 5мм. Из-за этого газовую сварку не применяют на промышленных предприятиях при изготовлении серийной продукции, а используют более производительные виды сварки;
— выполнять сварку можно только вручную, т.к. возникает сложность с её механизацией;
— достаточно большая зона нагрева свариваемого металла;
— качество сварки и механические свойства сварных изделий получаются ниже, чем при использовании дуговой сварки.
Газовую сварку широко используют при сварке тонкого металла (толщиной менее 5мм) и для сварки трубопроводов. Для сварки больших толщин применять нецелесообразно, т.к. падает производительность.
Также газовую сварку используют при сварке цветных металлов и сплавов (при сварке меди, сварке латуни, сварке алюминия и его сплавов), для наплавки цветных металлов на чёрные, при наплавках твердых сплавов, при сварке чугуна, при сварке низкоуглеродистых сталей и инструментальных сталей. Также газовую сварку применяют для исправления различных литейных дефектов и для выполнения ремонтно-восстановительных работ.
Источник: http://taina-svarki.ru/sposoby-svarki/gazovaya-svarka/sushchnost-gazovoy-svarki.php
Газовая сварка, также называемая кислородно-топливной сваркой, представляет собой систему сварки, которая использует один из различных газов и кислорода для зажигания факела. Сварка определяется как процесс объединения двух материалов, обычно металлических, путем их нагрева, пока оба конца не расплавятся. Материалы наполнителя обычно добавляются в этот расплавленный материал, и два конца соединяются вместе и дают остыть, образуя одну твердую деталь. На этом сайте http://www.ngsgroup.ru можно увидеть большой выбор сварочного оборудования.
Общие газы, используемые в газовой сварке, включают природный газ, пропан, водород, MAPP-газ, сжиженную нефть, пропилен и ацетилен, причем наиболее распространенным является ацетилен. Во многих случаях один газ не выгоден другому, хотя в некоторых ситуациях конкретный газ может быть предпочтительным. Например, один газ может нагреваться выше или ниже другого, что делает его более удобным для использования с некоторыми металлами.
Различные металлы могут соединяться с использованием методов газовой сварки, хотя для обеспечения плавного сварки необходим квалифицированный оператор факела. Не все металлы плавятся при одинаковой температуре, поэтому сварщик должен знать, как долго нагревать различные типы материалов. Существует также определенный уровень мастерства, необходимый для газовой сварки, чтобы обеспечить безупречную работу сварного шва. Менее опытные сварщики могут оказаться в суставе, который является комковатым или неровным.
Газосварщик обычно строится с использованием двух резервуаров. Один содержит определенный тип газа, который обычно уникален для каждого производителя. Другой держит кислород. Эти два газа объединяются, когда они входят в факел и помогают поддерживать постоянное пламя.
Существуют и другие виды использования окси-топливной горелки, многие из которых связаны с материалами, отличными от металла. Газовые сварочные горелки могут использоваться для резки металла и пламенного камня для декоративных целей. Существуют также специализированные сварочные аппараты, которые используются для сварки очень маленьких и деликатных предметов, таких как ювелирные изделия. Другие виды использования могут включать огнеочистное стекло и прежде всего нагревать негашеную известь, чтобы создать яркий свет, используемый в магических шоу и других постановках.
Другой тип газовой сварки — использование одного газа без использования кислорода. Этот метод обычно не является предпочтительным для многих типов металлов, но обычно используется при пайке. Пайка представляет собой более легкую форму сварки, которая выполняется плавлением припоя и использованием расплавленного материала для соединения двух металлических деталей. Это отличается от традиционной сварки, потому что две части не расплавлены, а соединены только припоем. Метод пайки не рекомендуется для больших предметов или сварных швов, которые должны выдерживать высокие уровни давления, но он хорошо работает для внутренней работы электроники и других небольших материалов.
Источник: http://www.norma-stab.ru/chto-takoe-gazovaya-svarka.html
|
|
|
||||||
|
|
|
||||||