

Что такое ванная сварка?
Арматурные пруты из-за небольшой контактной поверхности и упроченных марок стали считаются сложно свариваемыми изделиями. Качество соединения формируется за счет нескольких факторов. Одним из определяющих факторов является точность стыка, который нередко смещается во время сварки. Во избежание этого возникает необходимость применения специальных технологий. Наибольшее распространение в строительстве на сегодняшний день приобрела так называемая ванная сварка арматуры, которая позволяет получить надежное соединение прутьев.
Арматурные прутья широко используются для сооружения железобетонных конструкций. При построении каркаса металлические прутья могут соединяться как продольно, так и перпендикулярно. Как правило, при этом площадь сварного шва получается небольшой, в то время как соединение подвержено значительным нагрузкам. Использование специальных ванночек позволяет не только упростить работу сварщика, но и повысить качество соединения.
Данная технология обладает рядом преимуществ, хотя она не лишена и недостатков.
- Ванная сварка арматуры позволяет рационально распределять наплавочный материал при его минимальных потерях.
- Оптимальный уровень качества соединения.
- Технология, проверенная временем и доведенная до совершенства.
- Наличие широкого выбора ванночек для арматуры различного сечения.
- Стальные ванночки являются расходным материалом, используемым единожды.
- Стоимость медных ванночек достаточно высока.
- Необходимость более тщательной и длительной подготовки свариваемых элементов.
Наиболее часто данная технология применяется при соединении стержней большого сечения. Накладки для ванной сварки арматуры устанавливаются в вертикальном или горизонтальном положении на стык прутьев, между которыми остается небольшой зазор, заполняемый при сваривании наплавом. Наличие этого подковообразного элемента практически полностью исключает возможность смещения арматуры. Помимо того, бортики ванночек не позволяют растекаться расплавляемому при сварке металлу, который надежно обволакивает соединяемые поверхности. Аналогичным образом проводится и ванная сварка арматуры колонн.
Сварка арматуры ванным способом достаточно простой технологический процесс, не требующий наличия специальных инструментов и материалов. Единственным требованием является достаточно точная установка свариваемых металлических прутьев и закрепление на стыках ванночек.
В качестве основного расходного материала выступают электроды марки УОНИ 13/55, предназначенные для сваривания упроченных металлов. Другим расходным материалом являются подковообразные металлические накладки подходящей размерности.
Источником энергии служит стандартный сварочный трансформатор, способный обеспечивать повышенные токи.
Из прочих инструментов сварщику понадобятся измерительный шаблон, щетка по металлу и резак.
Сваривание металлической арматуры посредством указанной технологии проводится в несколько этапов.
- Подготовка поверхности заготовок. Свариваемые концы прутьев тщательно очищаются от коррозии щеткой по металлу. Необходимо чтобы концы арматуры были прямыми. При наличии скосов, изгибов и прочих неровностей дефектную часть следует обрезать.
- Установка арматуры. На этом этапе соединяемые стержни устанавливаются соответственно друг другу с минимальными отклонениями и зазором, составляющим около 1,5 см. Зазор между прутьями в процессе сваривания заполняется слоем наплава, способным выдерживать расчетные нагрузки.
- Фиксирование ванночек. На стыке арматурных стержней устанавливаются и фиксируются штампованные накладки для ванной сварки арматуры соответствующего диаметра, формирующие сварной шов.
- Сваривание. После появления дуги сварщик проводит электродом колебательные движения поперек оси стержней, равномерно покрывая все сечение наплавом. При прерывании процесса следует удалить с поверхности шлак, после чего продолжить операцию до полного заполнения штампованной заготовки наплавом.
Литые или штампованные формочки доступны в разных размерах как по длине, так и по диаметру. Подбирать их следует в соответствии с размерами арматурных стержней. Указанные заготовки изготавливаются и стали и меди. При этом если стальные ванночки используются в качестве разового расходного материала, медные заготовки могут применяться неоднократно.
Как и при ведении любого другого вида сварки, здесь необходимо строго придерживаться правил электробезопасности. Следует помнить, что сварочные операции ведутся с использованием повышенных токов, что требует уделить особое внимание качеству заземления, контролю оборудования и расходных материалов.
Сварщики должны быть оснащены полным комплектом индивидуальных средств защиты – маской, щитком, диэлектрической обувью и рукавицами, одеждой из огнеупорных тканей. Территория, где проводятся сварочные работы, должна быть оборудована средствами пожарной безопасности.
Источник: http://svarkagid.com/vannaja-svarka-armatury/
При строительстве зданий и сооружений монолитно-каркасного типа для армирования железобетона используются стальные прутья различного типа и диаметра. Такой железобетон идет на изготовление плит перекрытия, балок, возведение свай и колонн. Армированный железобетон в гражданском и промышленном строительстве нашел широкое применение. Фундаменты, цокольные помещения, балконные плиты, лестничные марши – все это изделия из железобетона. Надежное соединение каркасных деталей между собой обеспечивается сваркой арматуры.
При возведении монолитных конструкций также требуется соединение стержней каркаса для придания жесткости сооружению. Тонкие металлические прутья используются для укрепления цементной стяжки пола. Во всех этих случаях используется соединения, самым надежным из которых на сегодня является ванная сварка арматуры. 
Армирующие стыки можно соединить в единую надежную конструкцию несколькими способами. Применение каждого из них требует точного соблюдения технологии, что обеспечивает надежность всей конструкции. Прочность соединений стальных прутьев, в зависимости от предполагаемой нагрузки, обеспечивается разными способами.
Различают три основных вида соединения:
Соединение арматуры внахлест чаще всего применяется при необходимости распределения сжимающих и растягивающих нагрузок по всей поверхности. Существует несколько правил, которым необходимо неукоснительно следовать при использовании этого метода:
- Соединение внахлест можно применять лишь на участках с наименьшим напряжением;
- Соединяемые прутья должны быть одного диаметра. Допускается лишь небольшое отклонение в исключительных случаях;
- Этот способ разрешается использовать лишь для соединения прутьев, диаметр которых не превышает 20 мм.
При соединении арматуры сваркой внахлест образуются швы в месте соприкосновения обеих частей, что обеспечивает равностороннюю опору для готового изделия. Чаще всего такое соединение применяется для создания металлических каркасов под будущий монолит.
Иногда применяют соединение арматуры внахлест без сварки. В этом случае стальные прутья в местах пересечения связываются с помощью проволоки. Это возможно при создании металлоконструкций, которые не будут подвергаться большим нагрузкам. В промышленном производстве такой метод не используется, а для частного строительства иногда возможен. Выбор, вязать или варить арматуру, зависит от того, для каких нагрузок монтируется армированная конструкция.
Крестообразное соединение прутьев металлического каркаса рекомендуется сваривать методом контактной точечной сварки. Этим способом изготавливаются сварные сетки, а также плоские каркасы из арматуры, с последующей их сборкой в пространственные конструкции.
Контактная сварка арматуры крестообразным способом осуществляется с использованием:
- В единичных случаях или мелком производстве – одноточечных машин стационарного или подвесного типа;
- Для массового промышленного производства – специализированных контактных многоточечных машин.
Для крестообразных соединений также может быть использован метод вязки. Он позволяет соединять между собой прутья арматуры любого диаметра, преимущественно до 20 мм. Стержни диаметром свыше 20 мм рекомендуется соединять сварным способом, при этом они создают большую площадь соприкосновения во время варки.
Сварка арматуры встык характерна соединением концов прутов по всей площади касания путем нагрева. Соединение стыков можно осуществлять двумя способами:
- Оплавление соприкасающихся плоскостей – стыки нагреваются до состояния оплавления;
- Нагрев соединяемых деталей методом сопротивления – при нагревании стык доводится до пластического состояния.
Выбор того или иного способа зависит от марки используемого металла, диаметра арматуры, а также от требований к прочности соединения. С особенностями сварки стыков и применения видов соединений можно ознакомиться, посмотрев данное видео:
Соединения сварные арматуры осуществляются несколькими способами:
- Стыковое сваривание контактное;
- Сварка продольными швами;
- Точечное контактное сваривание;
- Электродуговая сварка;
- Сварка ванным способом.
Какой из этих видов сварного соединения выбрать, зависит от каждого конкретного случая с учетом используемого материала и расчётной нагрузки на них. Нередко применяются одновременно несколько способов сразу. Очень часто доминантным при выборе является простота или надежность конкретного метода.
Сварку встык контактную применяют для соединения стальных прутьев, имеющих одинаковые или немного различные сечения.
Контактная стыковая сварка арматуры осуществляется значительно быстрее, чем при плавлении. Это позволяет повысить производительность строительных работ. При этом свариваемый стык не подвергается значительному короблению.
Данные преимущества позволяют использовать контактную стыковую сварку в промышленных масштабах, поскольку этот метод можно легко автоматизировать и использовать в конвейерном производстве. Однако у него есть один существенный недостаток: происходит большой расход стальных прутов и электродов для сварки.
Для того, чтоб соединить тяжелые элементы крупногабаритных железобетонных конструкций, предпочтительнее использовать сварочный метод продольными швами. Он наиболее надежен, однако из-за затратности применяется достаточно редко.
Точечную сварку применяют для соединения стыков сечением до 50 мм. Чаще всего ею соединяют малогабаритные элементы, имеющие небольшой вес. Преимущества метода – более низкий расход материалов, чем при контактном способе, однако точечная сварка уступает контактной в надежности.
Для надежного скрепления арматуры из стали разных марок используется электродуговая сварка. Однако ее можно применять лишь на отдельных участках, поскольку она стыки, полученные методом электродуговой сварки, не выдерживают повышенных нагрузок.
Ванный способ соединения стыков позволяет сваривать стержни с большим диаметром – от 20 до 100 мм. Этот метод широко используется в промышленном и гражданском строительстве, где требуется большое количество соединения стыков.
Он является самым надежным методом создания цельного жесткого силового каркаса будущего сооружения. Многих интересует вопрос – можно ли этим способом сваривать арматуру в разных плоскостях.
Сваривание арматуры ванным методом возможно в любой плоскости – горизонтальной и вертикальной.
Сваривание ванным способом обеспечивает возведение прочных армированных конструкций при значительной экономии металла и трудозатрат.
Наибольшее распространение в отечественной промышленности получили разновидности ванной сварки:
- Ручная сварка в стальной скобе методом с трехфазной и однофазной дугой;
- Полуавтоматическое сваривание ванным способом в керамической форме;
- Автоматическая сварка стыков в медной форме с использованием шлака.
Ванная сварка горизонтальных и вертикальных стыков имеет свои особенности. Стоит отметить, что наибольшее распространение получил первый метод, как менее затратный.
При сварке горизонтально расположенной арматуры применяются стальные формы – ванны, имеющие форму скобы. Для вертикальных — усеченный конус. Форма приваривается к концам арматуры в месте соединения, в ней посредством высокой температуры дуги создается ванна жидкого металла. От высокой температуры расплавленного металла начинают плавиться концы арматуры, образуя в месте шва после остывания единое сварное соединение.
Качественная сварка этим способом может быть обеспечена лишь при правильной предварительной подготовке торцов металлических стержней:
- Зачищаются жесткой металлической щеткой концы прутков от окалины, грязи или коррозии;
- Торцы прутьев размещаются соосно, зазор между ними не должен превышать полтора диаметра сварочных стержней.
Главное требование при ванном способе – торцы металлических прутков должны быть четко совмещены друг с другом, их оси не должны быть смещены по отношению друг к другу больше чем на половину диаметра.
Такой точности можно добиться, если для стыковки концов применять специальные кондукторы, фиксирующие расположение арматуры в течение всей сварки.
Ванное сваривание требует токов с большими величинами – до 450 А, при использовании электродов, имеющих диаметр 5-6 мм. Пониженная температура воздуха увеличивает эту норму еще на 10%.
При сварке швов вертикально расположенных прутков в качестве ванны используется штампованная металлическая форма. Ее приваривают к нижнему пруту арматуры и используют без присадок.
Затем верхний прут с помощью кондуктора стыкуется с нижним и фиксируется. После этого в форму направляется наплавленный горячий металл. Для выпуска шлака в форме с помощью электрода прожигается отверстие, которое затем снова заваривают.
К несомненным плюсам ванного сваривания относятся:
- Возможность использования обычного сварочного оборудования, как и для электродуговой сварки;
- Не требуется поворачивание конструкции для полноценного сваривания;
- Сваренный шов на качество можно проверить, используя гамма-лучи;
- Стыки, соединенные ванным способом без накладок, позволяют экономить электроды — на каждом от 0,5 до 2,5 кг, и по 10-60 кг металла;
- Значительная экономия трудозатрат по отношению к другим способам сваривания.
Недостатком ванного сваривания являются случаи зашлаковывания торцов стальных прутов из-за раннего отвода от места сварки тепла. Из-за этого соединение может быть лишено необходимой прочности и надежности. Чтобы уменьшить риск зашлаковки соединения, необходимо перед началом сваривания прогреть торцы прутьев, а также предпочтительно использовать формы из теплопроводных материалов.
Источник: http://svarkagid.ru/tehnologii/svarka-armatury-vannym-sposobom.html
Сущность ванного способа сварки заключается в том, что тепло свариваемым стержням передается не непосредственно под воздействием электрической дуги, а через ванну из жидкого металла. Эта ванна создается за счет расплавления металла электрода и частичного расплавления металла стержней у их торцов. Чтобы предупредить растекание расплавленного металла при сварке, применяют специальные стальные подкладки и накладки, а также инвентарные медные формы. Наплавленный в ванну металл соединяется с расплавленным металлом стержней и образует сварной стыковой шов; при этом стальная подкладка или накладка остается в готовом шве как часть стыка, а медную форму удаляют и используют многократно.
При ванной сварке горизонтальных стержней дополнительной разделки их торцов (скоса кромок и т. п.) не требуется, должен быть оставлен только зазор. Величина зазора для удобства сварки практически принимается равной 1,5—2 диаметрам электрода с покрытием. Наибольшая величина зазора не должна превышать 0,8 диаметра стыкуемых стержней.
На рис. 1 показаны стыки горизонтальных стержней, приготовленные для производства сварки, или, как говорят, собранные под сварку.
Применяют одноэлектродную и многоэлектродную ванную сварку.
Одноэлектродную ванную сварку можно применять для стыков гладких стержней из стали класса A-I, периодического профиля из стали классов A-II и A- III диаметрами до 32 лш влючительно. Размеры стальных подкладок для одноэлектродной сварки принимают в соответствии с диаметрами свариваемых стержней или по СН 393—69.
Применяемая при сварке сила тока зависит от диаметра стыкуемых стержней, диаметра электрода и способа сварки. При электроде диаметром 5 мм для одноэлектродной сварки на стальных скобах-подкладках стыков стержней диаметрами от 20 до 32 мм сила тока колеблется от 225 до 270 а. При электроде диаметром 4 мм для многоэлектродной сварки на стальных скобах-подкладках стыков стержней диаметром от 36 до 55 мм и количестве электродов в гребенке от 6 до 8 сила тока колеблется от 400 до 500 а.
Сварщик, опустив электрод в зазор, зажигает дугу и проплавляет нижние кромки торцов обоих стержней, перемещая электрод вдоль зазора, как показано на рис. 2, а. Если зазор уширен в пределах допуска, то сварщик после проплавления нижних кромок торцов проваривает оставшуюся площадь торцов, перемещая электрод зигзагообразно поперек зазора, как показано на рис. 2, б.
Многоэлектродную ванную сварку с непрерывным вытеканием шлака следует применять для стыков круглых стержней из стали класса A-I и стержней периодического профиля из стали класса A- III диаметрами от 20 до 40 мм включительно и класса А-II диаметрами от 20 до 80 мм. При многоэлектродной сварке используют гребенку электродов и медную составную инвентарную форму (рис. 3).
Применение гребенки электродов ускоряет при сварке стержней больших диаметров процесс заполнения ванны и сокращает время сварки, так как устраняется необходимость смены использованных электродов. Перед сваркой электроды предварительно прихватывают к вспомогательной пластинке, которую при сварке зажимают в специальный одноручковый электрододержатель. Вспомогательные пластинки используют многократно, отбивая от них концы использованных электродов.
Ванно-шовную сварку применяют для стыков круглых стержней и стержней периодического профиля диаметрами от 36 мм и более.
Этот способ применяют вместо многоэлектродной сварки на подкладках с канавками в тех случаях, когда изготовление таких подкладок (выполняемое штамповкой) невозможно. Для стыкования стержней по этому способу к ним прикрепляют желобчатую стальную накладку и, помимо ванной заварки торцов, наплавляют также фланговые швы, прикрепляющие накладку к стыкуемым стержням. На рис. 123 показан стык, выполненный с помощью ванно-шов- ной сварки. В таком стыке приваренная фланговыми швами накладка передает часть усилия, воспринимаемого стыком.
Зазор между торцами стержней, обычно принимаемый равным 1,5—2 диаметрам электрода с покрытием, при ванно-шовной сварке допускается принимать величиной 15—20 мм при стержнях диаметром 50 мм и 18—30 мм при стержнях диаметром более 50 мм. Накладки изготовляют из малоуглеродистой стали.
Ванно-шовную сварку выполняют в определенной последовательности. Сначала, опустив электрод в зазор между торцами стержней, сварщик возбуждает дугу и поочередно проплавляет нижние кромки обоих торцов. Затем постепенно заполняет зазор, проваривая торцы. После того как зазор заварен, для удаления излишнего количества шлака нужно прожечь небольшое отверстие в скобе-накладке на 4—6 мм выше поверхности жидкого металла; удалив шлак, отверстие заваривают. Поверх заваренного зазора наплавляют усиление толщиной 3—4 мм над поверхностью стыкуемых стержней, очищают от шлака боковые углубления между стержнями и накладкой и сейчас же вслед за этим проваривают их двумя фланговыми швами.
При сварке стержней диаметром 60мм и более в конце фланговых швов рекомендуется сделать точечные наплавки диаметром не менее 0,4 d. В конце заваривают кратеры.
Ванную многоэлектродную сварку в медной форме следует применять для стыков гладких стержней из стали Ст.О и Ст.З и стержней периодического профиля из стали Ст.5 диаметром до 80 мм включительно и из стали 35ГС диаметром до 40 мм включительно.
Этот способ целесообразно применять в арматурных цехах и мастерских, используя как одноручковые, так и многоручковые электрододержатели.
Формы делают из меди M1 или М2. Применение удаляемых медных форм снижает расход стали на каждый стык. Кроме того, при остающихся стальных формах уменьшается толщина защитного слоя бетона в конструкции.
Источник: http://gardenweb.ru/vannaya-i-vanno-shovnaya-svarka
В строительстве нередки случаи применения железобетонных блоков, армированных стальными прутьями различной формы. Эти секции используются для создания перекрытий и стен в возводимых зданиях, также с их помощью устраивают цокольные этажи, укрепляют фундаменты, монтируют лестничные пролеты и выполняют прочие виды работ. Для прочности конструкции необходимо ее правильно скрепить, например, выполнить такую работу как сварка арматуры ванным способом.
Железные прутья принято укладывать на пол в том случае, если на нем планируется выполнение цементной стяжки. Эта мера помогает избежать искривлений и перекосов во время высыхания полов. Стоит учесть такой момент, что каким бы прочным и гибким не был материал, из которого изготовлена основа, во время обработки его варочным оборудованием в местах стыков и воздействия тока или высоких температур свойства будут несколько теряться. Это приведет к тому, что в местах соединения швами вся конструкция будет гораздо менее прочной, чем в остальных рядах.
Для создания укрепляющей арматурной сетки внутри железобетонных изделий используются стальные прутья различного вида и толщины. Это сложная конструкция, отличающаяся разнообразием входящих в ее состав элементов. К каждому из них предъявляются повышенные требования прочности и жесткости, от этого зависит целостность зданий, в которых временно или постоянно находятся люди.
Арматура по типам делится на несколько основных видов, каждый из которых имеет свои индивидуальные характеристики. Существует жесткая арматура, ею считается:
- Двутавровая арматура;
- Гнутый швеллер.
Есть так называемые, гибкие изделия, к классу которых относятся следующие виды:
- пруты с нанесенным на них рифлением;
- гладкие стержни;
- разнообразные сетки.
Основные разновидности арматурной продукции, представленные в современном строительстве и обнаруживаемые на рынках мировой индустрии, таковы:
- А1. Гладкая арматура, которую выполняют из стали, она может быть горячекатаной, можно предпочесть низколегированную или углеродистую массу. Это простейший из возможных вариантов.
- А3 обладает рифленой поверхностью и очень востребована в капитальном строительстве при изготовлении стен, фундаментов, которые становятся основой различных высоток. Сталь в этих прутах обрабатывают несколькими разными способами, это придает ей дополнительную прочность.
- АТ800. Продукт, на производства которого идет очень прочная и эластичная сталь. Идеальное решение для конструкций, в которых предполагается наличие большого числа динамических нагрузок.
В строительстве используются разнообразные виды сварки арматуры в единую систему сетки. Есть такой вариант, как полуавтоматическая электрошлаковая, ванно-шовная, выполняемая вручную электродуговая, контактная и ванная. По ГОСТу арматуру можно соединить несколькими способами: внахлест, по стыкам и тавровым методом.
Стыковые способы соединения арматуры в систему в свою очередь бывают такими: с участием одного стержня; инвентарный тип; при участии проволоки и электродуги; вручную одним или двумя сварными швами.
При электрошлаковой сварке нет электрической дуги, он пригоден для сочленения между собой тяжелых арматурных конструкций. Ванно-шовный способ сварки предполагает передачу тепла к свариваемым арматурным элементам не непосредственно от электрода, а через ванную с жидким металлом. При электродуговой сварке используется непосредственное воздействие на металл электрической дуги, температура такой сварки около 5 тысяч градусов Цельсия, что больше температуры плавления большинства использующихся в строительстве металлов. При контактной сварке необходимый шов создается при помощи нагревания металла электротоком и механического прижатия сплавляемых деталей между собой.
Техника сочленения ванным способом используется для соединения прутьев большого диаметра (2-10 сантиметров), арматурных стыков в разных рядах; стыков огромных стальных полос. Как можно понять из описания, этот способ подходит для крупных конструкций при возведении зданий. Он дает необходимую жесткость всей конструкции.
Для того чтобы максимально качественно выполнить соединение этим методом, необходимо очень аккуратно и точно совмещать арматурные стыки. Смещение в этом случае должно составить не более половины диаметра входящего в состав соединения прута.
Ванное соединение можно сделать при помощи одного электрода для мест схождения гладких стержней до 32 миллиметров диаметром или гребешком, составленных из некоторого количества электродов для прутьев в 80 миллиметров диаметром. Для сварки понадобятся трансформаторы, производящие переменный ток или приспособления для генерации постоянного.
При проведении одноэлектродной процедуры необходимо использовать скобы для подкладок, выполненные из стали штампованным методом. Многоэлектродная сварка потребует уже составные прокладки, также сделанные из штампованной стали.
При присоединении таким образом к стыкам разных элементов арматуры приваривается стальная форма, в которой электродуга создает ванну с расплавившимся от высокой температуры металлом. Это приводит к формированию необходимого для соединения варочного шва, который после остывания создаст требуемую конструкцию.
Перед тем как начинать варить элементы, необходимо зачистить торцевые части каждого из прутов от образований вроде ржавчины и окалины. Для этого используется специальная металлическая щетка. Затем элементы свариваемой детали помещают друг к другу максимально корректно, оставляя небольшое расстояние между прутьями на торцах для формирования шва.
Вертикальные швы при обработке формируются при помощи листовой формы, выполненной методом штамповки. Ее без вспомогательных средств приваривают к нижней части арматуры, а потом доделывают шов вдоль всего сечения. Для того чтобы сохранить арматурную сетку от деформации в последующем, нужно озаботиться, чтобы длинные прутья перед началом работ получили так называемый «обратный прогиб».
Появляющийся в ходе работы шлак необходимо удалять с участием особого приспособления. Затем верхний прут приваривают к нижнему пруту и заливают металлом. В форме выжигается отверстие для выхода шлака, а затем его снова заделывают.
Способ ванной сварки арматуры, как и любая другая выполняемая при строительстве зданий работа имеет свои плюсы и минусы. Она может предложить следующие преимущества. Для выполнения этого вида соединения арматуры можно использовать совершенно обыкновенные сварочные приспособления. Не придется докупать какие-то дополнительные присадки и аппараты. Она прекрасно соединяет между собой крупные и относительно гладкие элементы.
Во время выполнения работ нет необходимости поворачивать конструкцию. Качество сварки очень легко определяется с помощью гамма-лучей. Если сравнить этот способ с теми, где есть необходимость в использовании накладок на стыки, то получается заметная экономия арматурной стали. Она составляет от полукилограмма до 2,5 килограммов.
Кроме того, при работе с ванной, шкал и пузырьки воздуха стремятся наверх, к металлу, что положительно влияет на качество формируемого при работах сварного шва.
Как недостатки можно посчитать необходимость постоянно поддерживать металл в жидком состоянии, из-за чего замена уже непригодных для сварки электродов должна производиться как можно быстрее. Также слишком быстрое остывание расплавленного металла может привести к повышенному шлакообразованию, что скажется впоследствии на качестве и прочности всего полученного в результате сварки шва. Кроме того, металл периодически должен успокаиваться, что приводит к необходимости периодически закорачивать электроды при работе.
Если сварка ванным способом выполнена грамотно и аккуратно, то ее прочность вполне способна радовать вас очень долгое время. За счет отсутствия воздействия тока непосредственно на торцы прутов конструкция получается более гибкой и более прочной, что делает ее незаменимой при формировании основы в виде железобетонных стен и фундамента для многоэтажных зданий.
Источник: http://nafundamente.ru/podgotovka/svarka-armatury-vannym-sposobom.html
Для сварки стержней арматуры большого диаметра в настоящее время широко применяется ванный способ сварки. Этот способ сварки имеет следующие преимущества:
1. По сравнению со сваркой с накладками на каждом стыке экономится от 10 до 60 кг арматурной стали и от 0,5 до 2,5 кг электродов в зависимости от сечения свариваемых стержней.
2. Может быть использовано стандартное сварочное оборудование для дуговой сварки.
3. Отпадает необходимость в поворачивании (кантовке) конструкций.
4. Имеется возможность проверки качества сварки с помощью гамма-лучей.
В нашей стране технологически разработаны следующие три варианта ванного способа сварки: 1) ручная сварка ванным способом в стальной скобе однофазной и трехфазной дугой;
2) полуавтоматическая ванная сварка в керамической форме;
3) автоматическая ванно-шлаковая сварка в медной форме.
Фиг.64.Схема сварки ванным способом в скобе.
Ручная сварка ванным способом в стальной скобе. Подготовка под сварку горизонтальных стыков осуществляется следующим образом. Торцы и поверхности стержней перед сваркой должны быть зачищены от грязи, ржавчины и окалины стальной щеткой или другим способом на длину не менее 30 мм. Свариваемые стержни устанавливаются соосно, с зазором между торцами, не превышающим полтора диаметра электрода.
В случае сварки трехфазной дугой зазор следует устанавливать на 1,5—2,0 мм больше максимального размера электрода в поперечнике. Несовпадение осей свариваемых стержней не должно превышать более 5% от диаметра стержней. Для предохранения от последующей деформации и в случае значительной длины стержней рекомендуется придать им «обратный прогиб» перед сваркой. Место стыка охватывается снизу стальной скобой из листового металла или стержней, которая предохраняет от вытекания жидкий металл ванны (фиг. 64).
При сварке трехфазной дугой дополнительно по краям скобы ставятся еще боковые ограничители, чтобы предотвратить растекание шлака по стержню. Изготовляются скобы и ограничители из малоуглеродистой стали.
Размеры заготовок скоб даны в табл. 55.
Табл. 55.Размеры пластин для изготовления скоб
Источник: http://www.prosvarky.ru/techniguewelding/technology/17.html
 Арматура представляет собой прутки разного диаметра, имеющие ровную и ребристую поверхность. Арматура — востребованный конструкционный элемент, применяющийся во многих сферах.
Арматура представляет собой прутки разного диаметра, имеющие ровную и ребристую поверхность. Арматура — востребованный конструкционный элемент, применяющийся во многих сферах.
Данный строительный материал используется в следующих отраслях:
- изготовление железобетонных конструкций бытового и промышленного профиля: фундаменты, несущие стены, перекрытия и колонны;
- устройство специальных гидротехнических сооружений;
- возведение каркасов;
- производство металлических сеток различного назначения;
- обустройство пешеходных зон, дорожных покрытий.
- создание других важных изделий.
 Следует выделить основные преимущества арматуры:
Следует выделить основные преимущества арматуры:
- простота и легкость использования;
- высокая прочность;
- большой коэффициент теплопроводимости;
- обширный выбор прутков в зависимости от диаметра, профиля сечения, принципа применения, назначения, способа производства и т.д.;
- долговечность арматурных конструкций.
 Процесс сваривания арматуры обладает особенностями: сварочный шов при перекрестном сваривании имеет небольшую длину из-за маленькой площади соприкосновения, в результате сварки данного материала возникает перпендикулярное соединение. Это соединение может образовать некий рычаг, основная нагрузка которого ложится на место сварного шва.
Процесс сваривания арматуры обладает особенностями: сварочный шов при перекрестном сваривании имеет небольшую длину из-за маленькой площади соприкосновения, в результате сварки данного материала возникает перпендикулярное соединение. Это соединение может образовать некий рычаг, основная нагрузка которого ложится на место сварного шва.
Данные специфические характеристики требуют специального подхода. Для этого существует несколько способов сварки арматуры. Правильный выбор необходимой технологии сможет обеспечить сокращение издержек и гарантирует качественный результат.
Существует несколько методов сварки арматуры. Каждый способ применяется в зависимости от конкретной ситуации и для решения определенных задач.
Электродуговая сварка используется специалистами в следующих ситуациях:
- работа с арматурой большого диаметра;
- скрепление арматуры из сталей разных марок.
Сварщику следует применять электроды, состав которых схож с составом свариваемых изделий, а также сварочный трансформатор, инвертор или иной источник сварочного тока.
Главным преимуществом является возможность использования обычного сварочного оснащения. Основной недостаток — соединения, созданные этим методом, не способны выдерживать повышенные нагрузки. Используется технология сварки арматуры ручной дуговой сваркой при монтаже каркасов, металлических конструкций и сеток.
Следующий метод — сварка внахлест, которая производится при помощи одного иди двух фланговых швов. По сути, данный способ можно охарактеризовать как стыковка арматуры сваркой, проводящаяся в продольной плоскости.
Следует указать, что чем больше нахлест арматуры при сварке, тем большей прочностью отличается конструкция. При этом необходимо учитывать, что сваривание проводится с двух противоположных сторон соединения.
Иногда это создает неудобства при выполнении процедуры. Например, один сварной шов расположен с верхней стороны двух рабочих прутков, а другой — снизу. Таким образом, до второго соединения сложно или невозможно добраться и шов получается ненадежным. Поэтому данный метод можно использовать только в тех случаях, когда готовое изделие не будет подвергаться значительным нагрузкам.
Нужно правильно подобрать диаметр электродов. Арматура диаметром 5-8 мм. варится стержнем диаметром 3 мм. Для 8-10 мм. понадобится 4-хмиллиметровый расходник. Прутки диаметром более 10 мм. — электроды диаметром 5 мм.
Для сваривания арматуры встык применяется ванный способ. Для этого метода исполнителю понадобится специальное приспособление. Ванночка (скоба-накладка для сварки арматуры) служит барьером для стекания расплавленного металла. Суть процесса состоит в том, что свариваемые концы стержней арматуры располагаются внутри ванночки. Затем их поочередно плавят электродами. Электрод должен слегка касаться стержня, так как сварка проводится при больших величинах тока.
 Для материалов диаметром 5-6 мм. применяется ток в 400-450 А. Низкие температуры способствуют увеличению тока ещё на 10-15 %. Наплавленный металл заполняет ванночку и происходит скрепление двух стержней в одно монолитное соединение.
Для материалов диаметром 5-6 мм. применяется ток в 400-450 А. Низкие температуры способствуют увеличению тока ещё на 10-15 %. Наплавленный металл заполняет ванночку и происходит скрепление двух стержней в одно монолитное соединение.
Следует отметить, что данный метод является наиболее предпочтительным из-за минимальных затрат сварочных материалов и металла, а также благодаря получению прочных и надежных конструкций. Ещё одно достоинство ванного способа — возможность работы с арматурой большого диаметра — 20-100 мм.
Скобы бывают трех видов, разделение осуществляется в зависимости от сырьевого материала. Стальные формы являются неразъемными, т.е. ванночка становится частью сварной конструкции. Медные и графитовые накладки снимаются с места соединения после выполнения работ. Позже их можно будет применять повторно. Графитовые формы перед применением необходимо прокаливать, так как они легко впитывают в себя влагу.
Какие марки электродов применяются для работы с различными видами арматуры будет указано далее.
Как уже было сказано ранее, наиболее активно арматура применяется в строительной сфере, в частности при капитальном строительстве. Поэтому сварка арматуры для фундамента является популярным и востребованным процессом. Фундаменты несут значительные нагрузки, поэтому их прочность должна быть на высоком уровне. Перегрев металла приводит к изменению структуры и ослаблению прочностных характеристик. Следовательно, сварка должна проводится на специализированных предприятиях либо на строительных площадках высококвалифицированными исполнителями.
 Таким образом, сварка арматуры для фундамента включает несколько этапов:
Таким образом, сварка арматуры для фундамента включает несколько этапов:
- ОТК проводит проверку качества материалов, некачественная арматура отбраковывается;
- стержни зачищаются от ржавчины и других загрязнений, подвергаются разметке и резке;
- заготовки соединяются в плоскую конструкцию путем прихватывания элементов;
- проверяется соответствие конструкции техническому плану;
- в случае несоответствия производится корректировка, в остальных случаях — определяется длина сварных швов и последовательность сваривания;
- окончательное соединение всей конструкции осуществляется также поэтапно: после сварки очередного шва следует дать ему остыть, проверить металл на наличие микротрещин.
Кроме этого, сварные арматурные конструкции применяются в малоэтажном строительстве. Следовательно, сварка арматуры для фундамента может проводится и в домашних условиях. В подобных случаях исполнителю понадобится простые сварочные устройства ручного или автоматического режима (например, инвертор).
Для сварки арматурных стержней применяются электроды типов Э42, Э42А, Э46, Э46А, Э50А, Э55, Э60.
Наиболее востребованными и ходовыми марками являются:
- Электроды с основным покрытием УОНИ-13/45 применяются для сварки конструкций ответственного назначения из углеродистых и низколегированных сталей. Достоинства: шов обладает стойкостью к образованию трещин и высокими качественными характеристиками.
- ТМУ-21У используются для ручной дуговой сварки ответственных конструкций. Преимущества: состав обмазки электродов гарантирует хорошее качество сварки исоединения; небольшой уровень разбрызгивания; стабильность дуги; легкая отделимость шлака.
- УОНИ-13/55У предназначены для сварки арматуры ванным способом. Данная марка незаменима для обеспечения качественной сварки.
- Если исполнитель располагает сварочным аппаратом инверторного типа, то для сварки арматуры понадобится электроды марок АНО-21 и МР. Основные достоинства: доступность данных сварочных материалов, возможность осуществления сваривания по ржавчине, сварка может выполняться во всех пространственных положениях (кроме МР-3).

- Практика показывает, что электроды ОЗС-12 являются одним из лучших вариантов для работы с арматурой. Плюсы: возможна сварка изделий с небольшим количеством ржавчины; рутиловая обмазка предотвращает образование пор и предохраняет шов от попадания шлаков и окислений; высокая прочность соединений.
При выполнении сварки арматурных стержней важно правильно выбирать оборудование и расходные материалы, тщательно проверять и контролировать их качество.
Следует учитывать особенности проведения работ, перечисленные ранее. При предъявлении повышенных требований к готовому изделию, нужно качественно выполнять каждое сварное соединение. Потому как даже один ненадежный шов может привести к неравномерному распределению нагрузки и повреждению всей металлической конструкции.
В отдельных случаях для повышения жесткости конструкции необходимо приваривать дополнительные ребра. Они повлияют на прочность в лучшую сторону.
Предлагаем посмотреть ролик, но обязательно просим учесть сказанное выше про сварку ответственных конструкций и проектную документацию.
Из-за повышенных требований, предъявляемых к сварному соединению арматурных стержней, после окончания работ следует провести проверку качества шва. Для этого необходимо сверить полученные размеры конструкции с документацией или чертежом. Можно использовать рулетку, линейку, штангенциркуль, шаблон сварщика.
 Сварка арматуры, как и других изделий и конструкций, требует соблюдения правил безопасности. Это является гарантией качественного осуществления работ и обеспечивает необходимый результат. Этап подготовки включает подгонку, зачистку и обточку торцов металлических изделий.
Сварка арматуры, как и других изделий и конструкций, требует соблюдения правил безопасности. Это является гарантией качественного осуществления работ и обеспечивает необходимый результат. Этап подготовки включает подгонку, зачистку и обточку торцов металлических изделий.
Исполнитель в обязательном порядке должен использовать средства защиты: маска, спецодежда и краги.
Оборудование должно быть исправным и иметь заземление. Недопустимо проводить сваривание в условиях высокой относительной влажности.
Особого упоминания требуют меры безопасности при проведении сварочных работ на высоте.
Сварочные работы на высоте следует выполнять в соответствии с правилами техники безопасности. Следует особо подчеркнуть несколько важных моментов:
- сваривание арматуры на высоте необходимо осуществлять с лесов, подмостей, навесных люлек или приставных лестниц, имеющих площадки с ограждениями и настил из несгораемых материалов;
- при невозможности установки вышеперечисленных средств, работы можно вести с ранее смонтированных конструкций с ограждениями, к которым можно прикрепить предохранительные пояса (они применяются при работах на высоте свыше 1,5 метров);
- при выполнении работ в несколько ярусов, необходимо присутствие ограждающих устройств. Щиты и настилы предотвращают попадания брызг металла и искр на работающих на нижних уровнях;
- сварщик должен использовать специальные приспособления для переноски инструментов и электродов, а также для сбора огарков;
- сварочное оснащение должно иметь защитное от брызг, пыли и осадков исполнение;
- если его нет — следует соорудить навес из несгораемых материалов;
- если никакой защиты нет, то сварочные работы во время дождя и снега не ведутся;
- также работы прекращаются при гололедице и при ветре более 6 баллов;
- кроме этого, существует порог по температуре, мороз ниже -30 градусов, работы проводить нельзя;
- доступ к оборудованию должен быть безопасным и свободным;

- если при работах используется несколько источников питания, то их следует располагать не ближе о,35 м. друг к другу;
- сварочный трансформатор и ацетиленовый генератор должны находится на расстоянии 3 м. друг от друга;
- сварочные провода следует располагать на расстоянии не менее 1 м. от трубопроводов с горючими газами;
- транспортировка газовых баллонов осуществляется на специальных тележках или носилках, а подъем их на высоту нужно выполнять с помощью грузоподъемных механизмов в специальных крытых контейнерах;
- баллоны при эксплуатации их на высоте должны находиться в специальных контейнерах, которые обеспечивают надежное крепление, исключают возможность падения баллонов с высоты, а также попадания на них брызг металла;
- кислородные баллоны, редукторы и рукава при хранении и эксплуатации не должны соприкасаться со смазочными материалами, жирами и промасленной одеждой;
- не допускается совместная транспортировка кислородных баллонов и баллонов с горючими газами;
- длина рукавов не должна быть больше 30 м.;
- исполнители должны иметь сертификацию на проведение соответствующих работ.
Существует большое разнообразие классов арматурных стержней. Наиболее распространенным типом является А500С. Буква «А» в обозначении подразумевает, что это горячекатаная сталь, число 500 указывает на предел текучести, «С» — арматура свариваемая. Преимущества данного типа арматуры:
- сварка арматуры А500С может осуществляется электродуговым способом;
- улучшенная прочность и пластичность;
- отсутствие хрупких мест;
- достаточно низкая себестоимость.
Электроды для сварки арматуры А500С должны быть предназначены для работы с низкоуглеродистыми сталями. Кроме этого, для данного материала следует применять сварочные материалы следующих типов: Э42А, Э46А, Э50А, Э55. Выбор электрода зависит от того, какой метод сварки исполнитель будет применять.
Ещё один востребованный класс — А400. Данный вид металлопроката также является горячекатаным, предел текучести составляет 400 МПа.
Если существует необходимость в осуществлении сварных соединений, то следует использовать А400С — одну из разновидностей А400. Арматура А400С была создана с целью удешевления производства, а также для уменьшения количества отходов. Применяется, в основном, в малоэтажном строительстве, при обустройстве дорожного полотна и при изготовлении железобетонных конструкций.
Существует несколько способов соединения арматуры, которые различаются по различным параметрам: себестоимость, сложность создания, надежность и другие. Несмотря на данное многообразие чаще всего вопрос стоит следующим образом: сварка или вязка? Каждый из этих типов соединений обладает собственными преимуществами и недостатками.
Достоинства сварки арматуры:
- создание крепкого неразъемного соединения;
- конструкция имеет повышенную ударную прочность;
- детали, скрепленные методом сваривания, в меньшей мере поддаются деформации и другим дефектам;
- изделие хорошо сохраняет форму даже несмотря на внешнее воздействие;
- высокая температурная стойкость сварного шва;
- достаточно дорогостоящий способ, требует от исполнителя наличия опыта и знаний;
- для выполнения большинства процедур необходимо специальное стационарное оборудование;
- обработка упрочненных металлов требует высоких энергозатрат;
- в случае возникновения необходимости корректировки соединения, сварной шов очень сложно разъединить;
- нужно произвести тщательную подготовку рабочей поверхности.
Преимущества вязки арматуры:
- простой и дешевый способ соединения;
- исполнитель может не обладать особыми умениями и навыками;
- вязка более безопасный метод, чем сварка;
- конструкция приобретает небольшое количество дополнительной массы;
- нет необходимости в очистке поверхности;
- отсутствие энергозатрат;
- процедура может проводиться в местах без источника питания.
- качество соединения вязки ниже, чем сварного шва;
- отсутствует жесткость скрепления, поэтому некоторые элементы могут оставаться подвижными;
- материал для вязки, в большинстве случаев, не обладает высокой температурной стойкостью.
Ознакомившись со всем перечнем плюсов и минусов каждого соединения, исполнитель сможет решить — какой способ соединения лучше применить на практике: сварка или вязка.
Источник: http://weldelec.com/info/kak-pravilno-varit/armatury/
Арматура относится к сложно свариваемым изделиям, так как у нее достаточно низкая контактная поверхность и делается она из упрочненных материалов. На итоговый результат влияет большое количество факторов. Одним из них является точность построения стыка. Нередко бывает так, что при выставлении правильного пространственного положения оно смещается во время сваривания. Чтобы этого не случилось, следует использовать специальные технологии. Сварка ванным способом является одним из них, так как стала самым распространенным методом в строительстве.
Арматура находит широкое применение при изготовлении металлоконструкций, где она выступает в качестве каркаса или основы для производства железомедных изделий. Она относительно недорогая и обладает высокой прочностью, благодаря чему удовлетворяет всем основным требованиям. Изделия соединяются продольно, когда один конец сваривается с другим, а также перпендикулярно. В любом случае, площадь шва получается небольшой, а нагрузки на нее воздействуют существенные. Благодаря использованию специальных ванночек, сварка арматуры А500С и других марок становится значительно проще. Эти изделия не позволяют растекаться расплавленному металлу и все остается в области шва, образуя полезное усиление.
- Ванный способ сварки арматуры обеспечивает рациональный расход наплавочных материалов с минимальными лишними растратами;
- Здесь получается высокий уровень качества, чего трудно достичь другими методами в таких условиях;
- Устоявшийся метод, технология которого проверена множеством мастеров, обладающий отточенной технологией;
- Широкое разнообразие самих ванночек, которые можно без труда подобрать для каждого диаметра арматуры.
- Стальные ванночки, как правило, используются всего один раз, так как они привариваются к конструкции;
- Медные ванночки обладают достаточно высокой стоимостью;
- Процесс сварки требует более тщательного подхода и занимает больше времени на подготовку.
Сварка арматуры ванным способом подходит лучше всего для стержней с большим диаметром. В большинстве случаев это арматура диаметром от 20 до 100 мм. Ванная помогает охватить весь стык арматуры с небольшим зазором для заполнения расплавленным металлом. Данный способ обеспечивает сохранение жесткости и прочности на всей длине конструкции. Сварка выполняется как в горизонтальном, так и в вертикальном положении. Смещение стержней здесь практически отсутствует, так как перед свариванием все надежно закрепляется.
Концы стержней ставятся в непосредственной близости один к другому, чтобы они находились по одной оси. Под ними находится ванночка для сварки арматуры. Между прутьями должен находиться небольшой зазор, между которым и заливается расплавленный металл наплавочного материала. За счет бортов ванны он не растекается вниз, а обволакивает концы изделия, создавая надежное крепление. По такому же принципу производится ванная сварка арматуры колонн и прочих изделий.
Ванная сварка арматуры обладает относительно простой технологией, которая требует тщательной подготовки. Для этого не нужны сложные материалы и нестандартные инструменты, так как все основная сложность заключается в том, чтобы выставить правильную соосность деталей. Затем происходит предварительное закрепление и можно приступать к самому процессу.
Основным расходным материалом здесь выступают электроды. Для данного дела подходят стандартные модели, такие как УОНИ 13/55, которые предназначены для создания крепких соединений. Они могут работать с упрочненным металлом, так как стержни арматуры нередко упрочняются механическим путем.
Также необходимо использовать сами ванночки, которые представляют собой относительно небольшое изделие с профилем в виде подковы. Закрытая ее часть ставится снизу, чтобы наполняться расплавленным металлом и не давать ему стекать вниз.
В качестве источника энергии подойдет обыкновенный сварочный трансформатор. Но он должен быть достаточно мощный, так как данный процесс проводится при повышенных токах. Помимо этого необходимо использовать измерительные инструменту для контроля размеров и их расположения. При подготовке металла понадобится щетка по металлу и возможно резак.
На первом этапе подготавливается поверхность изделий. Концы арматуры зачищают от ржавчины. Для этого потребуется щетка по металлу. Их обрабатывают до появления блестящей металлической поверхности. Стоит отметить, что концы должны быть ровными. Если они имеют какие-либо скосы и прочие дефекты, то следует обрезать дефектную часть при помощи резака. Уже после этого поверхность обрабатывается до нужного вида перед использованием.
Далее следует этап размещения. Здесь изделия выставляются соосно друг другу. Минимальное отклонение допускается. Но оно не должно превышать 0,05 части диаметра. Между концами стержня должен находиться небольшой зазор, около полутора сантиметров. Это необходимо для того, чтобы образовался достаточно большой слой связывающего материала, который сможет выдержать предстоящие нагрузки. Формирующей шов деталью выступает ванночка, располагаемая снизу арматуры. Она представляет собой штампованную форму заданного диаметра. Ванночку прихватывают к одному из стержней.
Далее идет непосредственное сваривание. Для этого берется электрод, присоединенный к сварочному аппарату. После зажигания дуги совершаются колебательные движения перпендикулярно осям стержня. Наплавочный материал должен покрыть все сечение стыка. Если произошло прерывание наплавки, то прежде чем продолжить, необходимо удалить образовавшийся сверху шлак. Это же требуется сделать и после окончания операции. Вся штампованная форма должна заполниться расплавленным металлом. Для выпуска шлака иногда приходится прожигать отверстие в форме, но после выхода его необходимо заварить.
Источник: http://svarkaipayka.ru/tehnologia/drugoe/vannaya-svarka-armaturyi.html
Ванная дуговая сварка плавящимся электродом характеризуется увеличенными размерами сварочной ванны, которая удерживается в специальных медных, графитовых или стальных формах. Медные и графитовые формы делают разъемными и после сварки удаляют. В форме образуют ванну жидкого расплавленного металла. Электрический ток, проходя через расплавленный шлак, выделяет тепло, которое плавит основной металл. Сварку ведут на повышенных режимах, что обеспечивает необходимый нагрев свариваемых деталей для создания большой ванны жидкого металла. Расплавленный металл в течение всего процесса должен находиться в жидком состоянии, поэтому электроды следует менять по возможности быстрее. Ванную сварку применяют для соединения деталей компактного сечения (рельсы, валы, стержни арматуры железобетонных конструкций). Существует одно- и многоэлектродная ванная сварка.
Одноэлектродную ванную сварку в инвентарных медных формах без канавок с внутренней гладкой поверхностью используют для стыковых соединений арматуры без усиления шва, предназначенных для эксплуатации под действием статической и вибрационной нагрузки. Сварку выполняют на переменном или постоянном токе. Стыковые соединения горизонтальных стержней получают следующим образом. Легким касанием электрода к нижней части одного из стержней возбуждают дугу и тщательно проплавляют эту часть торца стержня. После образования на дне стержня небольшого количества жидкого металла электрод перемещают на нижнюю часть торца другого стержня. Затем электроду сообщают колебательные движения вдоль и поперек стержней для равномерного обеспечения расплавления торцовых поверхностей обоих стержней. По мере плавления электрода его необходимо опускать, поддерживая предельно короткую дугу. При подъеме уровня шлаковой ванны к верхней точке торцов стержней концу электрода сообщаются круговые движения по спирали от стенок выреза в форме к ее центру. Когда уровень шлаковой ванны поднимется несколько выше верхней точки торцов стержней, сварку заканчивают, чтобы не создавать заметного усиления сварного шва. Для предупреждения образования подкорковых раковин в процессе окончания сварки следует попеременно замыкать дугу в центре выреза формы. После расплавления электрода сварщик должен очень быстро (не более чем за 4—5 с) заменить его следующим.
При многоэлектродной сварке электроды прихватывают к специальной пластине (гребенке), которую устанавливают в одноручковый электрододержатель с рукояткой, вынесенной в сторону от корпуса и сварочного кабеля. Медные формы применяют такие же, как и для одноэлектродной сварки. Для сварки труднодоступных стыковых соединений горизонтальных одно-, двух- и трехрядных ст.ержней рекомендуются инвентарные медные призматические формы. Многоэлектродную сварку ведут на переменном токе. В начале сварки гребенку электродов располагают в зазоре между торцами свариваемых стержней и касанием ею дна формы возбуждают дугу и быстро переносят гребенку на нижнюю часть одного из стержней. После образования на дне формы небольшого количества жидкого металла, расплавляют нижнюю часть торца другого стержня, расположив затем гребенку вертикально, перпендикулярно оси стержней. В процессе сварки по мере плавления электродов гребенка постепенно опускается при плавных колебательных движениях вдоль оси стержней. После заполнения плавильного пространства гребенку располагают посередине зазора перпендикулярно поверхности жидкого металла. В процессе наплавки усиления шва электроды гребенки следует периодически погружать в жидкий шлак на 2—3 с, а затем поднимая, возбуждать дугу на 1—2 с. Операцию повторяют 8—10 раз. При сварке труднодоступных стыковых соединений однорядных стержней гребенку электродов располагают под углом ^30° к вертикали. Если угол больше 30° и стержни расположены вплотную друг к другу, одновременно сваривают стыковые соединения всех стержней, расположенных в одной‘вертикальной плоскости, без наклона гребенки.
Сварку на стальных скобах-подкладках или накладках используют, когда невозможна или нерациональна сварка в инвентарных формах. Для одноэлектродной сварки применяют стальные штампованные скобы-подкладки, а для многоэлектродной сварки — стальные штампованные составные подкладки. Одноэлектродную сварку ведут на переменном или постоянном токе. Скобу-подкладку устанавливают под стыкуемые стержни и прихватывают, не допуская подреза стержней, в двух местах. Прихватку выполняют электродами диаметром не более 4 мм на токе не более 175 А. При этом дуга направляется в сторону скобы. Прихватка должна быть затем полностью переплавлена. При образовании стыкового соединения после возбуждения дуги электрод перемещают вдоль межторцового зазора, проплавляя кромку одного из стержней. Затем проплавляют нижнюю кромку другого торца. При минимально допустимом зазоре электроду придают обратнопоступательное движение вдоль зазора до полного его заполнения. В случае увеличенного зазора в пределах допуска после проплав-ления нижних кромок электроду сообщают зигзагообразное поперечное движение, обеспечивая необходимый провар торцов стержней. По мере заполнения зазора между торцами стержней (примерно во второй половине процесса сварки) электрод перемещают преимущественно вдоль середины зазора до полного его заполнения. Сварку заканчивают наплавкой усиления высотой 3— 4 мм над поверхностью стыкуемых стержней. Для успокоения жидкого металла ванны дугу следует периодически закорачивать. При многоэлектродной сварке на стальных подкладках должно быть обеспечено вытекание шлака. Составные подкладки собирают с клиновым зазором, скрепляя обе половинки прихватками. К собранным горизонтальным стержням подкладки крепят также с помощью прихваток. Оборудование и инструмент применяют такой же, как для многоэлектродной сварки в инвентарных формах, а техника сварки — как при одноэлектродной сварке в инвентарных формах.
Источник: http://stroy-server.ru/notes/vannaya-svarka
Арматурой называют конструкцию, состоящую из прутков металлопроката различных форм и размеров. Основной ее задачей является перераспределение напряжения сжатия и растяжения внутри объекта строительства. Соответственно, к жесткости такой конструкции предъявляются повышенные требования. Показатель жесткости, в свою очередь, определяется качеством соединения арматуры сваркой . В настоящее время используется несколько способов сварки. Особенности некоторых из них рассмотрим в статье. 
Наиболее распространенными видами соединений считаются:
- электрошлаковое полуавтоматическое;
- ванно-шовное;
- электродуговое ручное;
- контактное;
- ванное.
В ГОСТ определены конструкция, геометрические параметры, виды соединений, получаемые при электродуговой и контактной сварке арматуры .
Положения стандарта действуют в отношении стержней с сечением не больше 30, но не меньше 4 мм, а также металлической проволоки с сечением более мм.
Сварка арматуры нахлестом производится по 2-м рельефам и швами (электродуговой ручной способ). Тавровое соединение выполняется в инвентарной форме (с использованием в ванне одного электрода), под флюсом (в этом случае присадочную проволоку не применяют), механизировано, вручную, контактно (путем непрерывного оплавления изделия с сопротивлением).
Стыковая сварка арматуры осуществляется различными способами. Наиболее распространенными считаются:
- В комбинированных несущих и формующих деталях спаренных прутков одним стержнем.
- Механизированным способом с использованием электродуги и проволоки (порошковой присадки).
- В инвентарной форме.
- Ручным дуговым способом и многослойными швами.
Этот метод используется, как правило, для соединения:
- Арматурных изделий большого диаметра (2-10 см).
- Стыков прутков, расположенных в несколько рядов в железобетонных конструкциях.
- Стыков фланцев, изготовленных из стальных полос с большим сечением.
Прекрасно подходит этот метод сварки арматуры для фундамента и других крупных железобетонных изделий, сложных каркасов при сооружении разных зданий. Он обеспечивает сохранение прочности параметров и жесткости конструкции по всей длине. Такая сварка арматуры позволяет создать единый силовой каркас.
Соединение может выполняться как горизонтально, так и вертикально. Ванную сварку арматуры колонн и других вертикальных изделий можно, таким образом, осуществить без их перемещения и приведения в горизонтальное положение.
Еще одно преимущество состоит в том, что для выполнения соединения используются стандартные приспособления, как при электродуговой сварке.
Ключевое условие для получения качественных стыков при ванной сварке арматуры – четкое совмещение прутков. Необходимо следить за тем, чтобы оси стержней не смещались больше чем на половину своего сечения относительно друг друга.
Для соблюдения этого условия используются кондукторы различного вида. В них геометрические параметры и расположение прутков при сварке арматуры остаются неизменными. 
Перед непосредственной сваркой к пруткам присоединяют (приваривают) стальную форму. В ней формируют ванну с расплавленным материалом. Для этого используется электродуга. Торцы прутков под высокой температурой плавятся. Это приводит к созданию одной ванны материала шва.
Перед сваркой арматуры торцы и поверхности прутков зачищаются. С них удаляют окалину, коррозию, грязь. Для этого используется жесткая щетка со стальными щетинками.
После очистки прутки размещают соосно. Между торцами должен быть зазор. Его размер – меньше 1,5 диаметров стержней.
При сварке арматуры колонн в качестве формующего элемента выступает листовая штампованная форма. Она прикрепляется к нижней части сваркой без использования присадок. Заплавление стыка по всей площади сечения производится посредством выполнения колебательных постепенных движений электродом. Относительно осей прутков такие движения производятся перпендикулярно.
Шлаковый излишек удаляется с помощью черпака. Затем конец верхнего прута присоединяют к концу нижнего, после чего направляют металл в форму.
Шлак выпускается из формы через специальное отверстие, которое прожигают электродом. После завершения соединения стержней его заваривают.
На практике применяется три способа:
- Полуавтоматический (в керамической форме).
- Одно-, трехфазной электродугой с использованием стальной скобы (ручной вариант).
- Автоматический ванно-шлаковый (в медной форме).
Наиболее экономичным считается вариант, при котором накладки при соединении стержней не используются. Дело в том, что на их изготовление необходимо затратить определенное время и металл. При отсутствии накладок, кроме того, обеспечивается компактное соединение.
Сварка в ванне выполняется при токах с большими показателями. Он может составить 450 ампер, если используются 5-6-миллиметровые электроды.
Если соединение изделий производится при низких температурах, используется ток приблизительно на 10 % выше стандартного. Профессионалы рекомендуют применять стержни УОНИ-13/55. 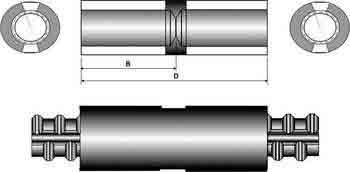
При использовании трехфазной сварки следует оставлять зазор на 1,5-2 см больше, чем диаметр электрода. Показатель несовпадения осей стержней арматуры не должна быть больше 5 % площади сечения электродов. Специалисты рекомендуют придать «обратный прогиб» пруткам, если они имеют большую длину.
Довольно часто торцы стержней при выполнении ванного сварного соединения зашлаковываются. Это обуславливается быстрым теплоотводом. В результате надежность соединения существенно снижается. Уменьшить вероятность зашлаковки можно:
- Подогрев торцы перед сваркой.
- Используя металлические формы, выполненные из теплопроводных материалов. Как правило, применяются медные элементы.
Она используется для закрепления места стыка снизу. Применяется скоба из листовой стали с небольшим содержанием углерода или выполненная из прутков.
Обхват позволяет удержать жидкий металл и предотвращает его течь. Для повышения эффективности фиксации по краям скобы монтируются ограничители, не допускающие растекание шлака по стержню.
Не следует использовать накладные элементы из медных, латунных, бронзовых сплавов. Как правило, они изготавливаются из чистой меди. Такие скобы служат довольно долго.
Он считается одним из самых распространенных способов сварки. Место контакта изделий оплавляется за счет нагревания до температуры деформации и сдавливания. Осуществляется это посредством пропускания тока по цепи, звеньями которых являются в том числе и сами стержни. Ток появляется в замкнутой цепи, а наибольшее сопротивление при этом концентрируется на участке контакта прутков. Вместе с тем выделяется тепло, которое обеспечивает максимальный нагрев этой области.
Уменьшить время сварки можно, увеличив силу тока до 10, а в ряде случаев до 20 тыс. ампер. В этом случае плавление металла происходит практически мгновенно. Соответственно, время прохождения тока по цепи существенно уменьшается.
Контактное соединение изделий может осуществляться стыковым или точечным способом. Первый используется, когда торцевые части располагаются встык. Точечная сварка арматуры применяется, когда стержни накладываются друг на друга. Они соединяются в нескольких точках одновременно. 
Для соединения стержней контактным способом используется профессиональный аппарат. Сварка арматуры должна осуществляться при определенной силе тока и уровне сжатия участка контакта, в течение заданного времени.
Все оборудование условно разделяется на мобильное и стационарное. Простейший аппарат можно собрать самостоятельно. В него должны входить 2 функциональных узла. Первый – блок питания, второй – электродные держатели выносного типа.
Его технология основывается на использовании тепла на торцах изделий. Нагревание происходит за счет прохождения через эти области электротока. Он подается после замыкания цепи посредством соединения концов. Обеспечивается нагрев большим сопротивлением.
После завершения пропускания и отключения тока производится «осадка» разогретого участка. Для быстрого нагрева металла в области соединения и предотвращения потери тепла применяется режим высокой токовой нагрузки.
Стыковая сварка применяется для соединения гладких стержней, диаметр которых не менее 14 мм. Для соединения арматуры, изготовленной горячим способом и имеющей профиль, такой метод применяется, если диаметр прутков не менее 32 мм.
Технология стыковой сварки разделяется на два типа:
- Непрерывный способ.
- Прерывистый метод.
Приоритет отдается второму типу. Перед началом работы концу арматуры очищаются от шлаковых образований, остатков краски, ржавчины. Для этого используются зубило, молоток и металлическая щетка. Чистота торцов имеет существенное значение для качества сварки. 
Оно используется в основном при создании арматурных каркасов, армирующих сеток из прутков с малым сечением.
Можно применять точечную сварку и в домашних условиях, к примеру, при ремонте бытовой техники.
Выполняется соединение двумя способами. В первом случае металл на участке соединения доводится до расплавленного состояния и до формирования литого ядра. Во втором – металл просто нагревается.
Если на участке пересечения точечно соприкасающихся стержней будет проходить большой ток, в этой области возникнет высокая теплоотдача. Это связано с тем, что сопротивление прутков арматуры выше, чем медных проводников, включенных во вторичный контур аппарата для сварки.
Процесс следует проводить при высоких показателях тока. За счет этого повышается не только производительность, но и качество соединения. Для этого применяется мощное дорогостоящее оборудование. В домашних условиях можно использовать компактный аппарат, изготовленный в том числе и самостоятельно.
Ключевым узлом устройства прибора для точечной сварки выступает трансформатор. За счет него генерируется большой ток. В аппарате может использоваться трансформатор стандартного типа ОСМ-1. Однако его необходимо немного модернизировать для получения вторичной обмотки большей мощности.
- Прутки укладываются в определенном положении и помещаются между электродами аппарата. Они плотно прижимаются в участке будущего соединения.
- В область контакта подается ток; происходит нагрев металла до пластического состояния, требуемого для деформации. Благодаря прижатию формируется уплотняющий пояс, который предотвращает растекание металла.
- Токовый импульс должен быть сильным и кратковременным. Это обеспечит образование прочного точечного контакта стержней после прекращения подачи.
Оно предполагает фиксацию стержней, частично наложенных друг на друга. При использовании этого метода прутки образуют одну линию с взаимным перекрытием своей длины на участках стыковки. 
Соединение внахлест применяется для распределения продольной сжимающей/растягивающей нагрузки на поверхность стержня. При выполнении работ необходимо следовать некоторым правилам:
- Нахлест допускается на участках с минимальным напряжением на конструкцию.
- Стержни разного диаметра должны распределяться равномерно. Однако лучше использовать одинаковые прутки.
- Сварка внахлест применяется для соединения стержней с сечением, не превышающим 20 мм.
- Взаимное наложение прутков должно быть больше 50 см.
Сварку внахлест изделий промышленного назначения, находящихся под повышенной нагрузкой, рекомендуется выполнять с использованием дуговой ручной сварки. Она осуществляется одним-двумя швами с флангов. Чтобы стык получился качественным, длина шва должна превышать диаметр прутков не менее чем в 10 раз.
Ручную дуговую сварку выполняют, как правило, в горизонтальном положении стержней. Для работы применяется обычное оборудование, в состав которого входит трансформатор, газовая горелка, или аппараты с нейтральным газом.
Источник: http://fb.ru/article/343558/sposobyi-svarki-armaturyi
Виды сварки — Ручная дуговая сварка ванным способом (Ванная сварка)
Ванный способ применяют при сварке стыков арматуры железобетонных конструкций (рис. 52, а). Сущность способа заключается в следующем: к стержням арматуры в месте стыка приваривают стальную форму, в которой теплотой дуги создают ванну расплавленного металла, непрерывно подогреваемую дугой. От теплоты металла ванны плавятся торцы свариваемых стержней, образуется общая ванна металла шва и затем при остывании — сварное соединение. При сварке вертикальных швов в качестве формующей детали применяют штампованную форму из листовой стали (рис. 52, б), которую приваривают к нижнему стержню. Затем прихватывают конец верхнего стержня к нижнему и переходят к заполнению формы наплавляемым металлом. Для выпуска шлака прожигают электродом отверстия в стенке формы, которые затем заваривают.
Процесс сварки ведут при больших токах. Например, для электродов диаметром 5. 6 мм сварочный ток достигает 400 . 450 А. Сварку при низких температурах выполняют током выше установленного на 10. 12%. Зазор между торцами свариваемых стержней должен быть не менее удвоенного диаметра электрода. Сварку можно выполнять одним или несколькими электродами одновременно. Рекомендуется применять электроды марки УОНИ-13/55 (типа Э50А). Ванный способ значительно уменьшает расход электродов и электроэнергии и снижает трудоемкость и себестоимость сварочных работ.
Источник: Геворкян В.Г. Основы сварочного дела
Для сварки стержней арматуры большого диаметра в настоящее время широко применяется ванный способ сварки. Этот способ сварки имеет следующие преимущества:
1. По сравнению со сваркой с накладками на каждом стыке экономится от 10 до 60 кг арматурной стали и от 0,5 до 2,5 кг электродов в зависимости от сечения свариваемых стержней.
2. Может быть использовано стандартное сварочное оборудование для дуговой сварки.
3. Отпадает необходимость в поворачивании (кантовке) конструкций.
4. Имеется возможность проверки качества сварки с помощью гамма-лучей.
В нашей стране технологически разработаны следующие три варианта ванного способа сварки: 1) ручная сварка ванным способом в стальной скобе однофазной и трехфазной дугой;
2) полуавтоматическая ванная сварка в керамической форме;
3) автоматическая ванно-шлаковая сварка в медной форме.
Фиг.64.Схема сварки ванным способом в скобе.
Ручная сварка ванным способом в стальной скобе. Подготовка под сварку горизонтальных стыков осуществляется следующим образом. Торцы и поверхности стержней перед сваркой должны быть зачищены от грязи, ржавчины и окалины стальной щеткой или другим способом на длину не менее 30 мм. Свариваемые стержни устанавливаются соосно, с зазором между торцами, не превышающим полтора диаметра электрода.
В случае сварки трехфазной дугой зазор следует устанавливать на 1,5—2,0 мм больше максимального размера электрода в поперечнике. Несовпадение осей свариваемых стержней не должно превышать более 5% от диаметра стержней. Для предохранения от последующей деформации и в случае значительной длины стержней рекомендуется придать им «обратный прогиб» перед сваркой. Место стыка охватывается снизу стальной скобой из листового металла или стержней, которая предохраняет от вытекания жидкий металл ванны (фиг. 64).
При сварке трехфазной дугой дополнительно по краям скобы ставятся еще боковые ограничители, чтобы предотвратить растекание шлака по стержню. Изготовляются скобы и ограничители из малоуглеродистой стали.
Размеры заготовок скоб даны в табл. 55.
Табл. 55.Размеры пластин для изготовления скоб
Сущность ванного способа сварки заключается в том, что тепло свариваемым стержням передается не непосредственно под воздействием электрической дуги, а через ванну из жидкого металла. Эта ванна создается за счет расплавления металла электрода и частичного расплавления металла стержней у их торцов. Чтобы предупредить растекание расплавленного металла при сварке, применяют специальные стальные подкладки и накладки, а также инвентарные медные формы. Наплавленный в ванну металл соединяется с расплавленным металлом стержней и образует сварной стыковой шов; при этом стальная подкладка или накладка остается в готовом шве как часть стыка, а медную форму удаляют и используют многократно.
При ванной сварке горизонтальных стержней дополнительной разделки их торцов (скоса кромок и т. п.) не требуется, должен быть оставлен только зазор. Величина зазора для удобства сварки практически принимается равной 1,5—2 диаметрам электрода с покрытием. Наибольшая величина зазора не должна превышать 0,8 диаметра стыкуемых стержней.
На рис. 1 показаны стыки горизонтальных стержней, приготовленные для производства сварки, или, как говорят, собранные под сварку.
Применяют одноэлектродную и многоэлектродную ванную сварку. Одноэлектродную ванную сварку можно применять для стыков гладких стержней из стали класса A-I, периодического профиля из стали классов A-II и A-III диаметрами до 32 лш влючительно. Размеры стальных подкладок для одноэлектродной сварки принимают в соответствии с диаметрами свариваемых стержней или по СН 393—69.
Применяемая при сварке сила тока зависит от диаметра стыкуемых стержней, диаметра электрода и способа сварки. При электроде диаметром 5 мм для одноэлектродной сварки на стальных скобах-подкладках стыков стержней диаметрами от 20 до 32 мм сила тока колеблется от 225 до 270 а. При электроде диаметром 4 мм для многоэлектродной сварки на стальных скобах-подкладках стыков стержней диаметром от 36 до 55 мм и количестве электродов в гребенке от 6 до 8 сила тока колеблется от 400 до 500 а.
Рис. 1. Сборка стыка стержней для ванной или ванно-шовной сварки: а — стык, собранный на гладкой накладке, 6 — стык, собранный на составной штампованной подкладке, в цельная стальная подкладка с канавками; 1 — стыкуемые стержни, 2 — стальная скоба-накладка, 3— места прихваток, 4 — прихватки, соединяющие половины подкладки, S—прихватки, соединяющие подкладку со стержнями; К — зазор между половинками подкладки вверху, Z — зазор между торцами стержней, е — смещение осей стыкуемых стержней, б — толщина подкладки; I — ось подкладки, 11 — ось зазора между стержнями
Сварщик, опустив электрод в зазор, зажигает дугу и проплавляет нижние кромки торцов обоих стержней, перемещая электрод вдоль зазора, как показано на рис. 2, а. Если зазор уширен в пределах допуска, то сварщик после проплавления нижних кромок торцов проваривает оставшуюся площадь торцов, перемещая электрод зигзагообразно поперек зазора, как показано на рис. 2, б.
Многоэлектродную ванную сварку с непрерывным вытеканием шлака следует применять для стыков круглых стержней из стали класса A-I и стержней периодического профиля из стали класса A-III диаметрами от 20 до 40 мм включительно и класса А-II диаметрами от 20 до 80 мм. При многоэлектродной сварке используют гребенку электродов и медную составную инвентарную форму (рис. 3).
Применение гребенки электродов ускоряет при сварке стержней больших диаметров процесс заполнения ванны и сокращает время сварки, так как устраняется необходимость смены использованных электродов. Перед сваркой электроды предварительно прихватывают к вспомогательной пластинке, которую при сварке зажимают в специальный одноручковый электрододержатель. Вспомогательные пластинки используют многократно, отбивая от них концы использованных электродов.
Ванно-шовную сварку применяют для стыков круглых стержней и стержней периодического профиля диаметрами от 36 мм и более.
Этот способ применяют вместо многоэлектродной сварки на подкладках с канавками в тех случаях, когда изготовление таких подкладок (выполняемое штамповкой) невозможно. Для стыкования стержней по этому способу к ним прикрепляют желобчатую стальную накладку и, помимо ванной заварки торцов, наплавляют также фланговые швы, прикрепляющие накладку к стыкуемым стержням. На рис. 123 показан стык, выполненный с помощью ванно-шов- ной сварки. В таком стыке приваренная фланговыми швами накладка передает часть усилия, воспринимаемого стыком.
Рис. 2. электрода при ванной одноэлектродной сварке: а — при зазоре минимальной ширины, б — при уширенном (в пределах допуска) зазоре
Зазор между торцами стержней, обычно принимаемый равным 1,5—2 диаметрам электрода с покрытием, при ванно-шовной сварке допускается принимать величиной 15—20 мм при стержнях диаметром 50 мм и 18—30 мм при стержнях диаметром более 50 мм. Накладки изготовляют из малоуглеродистой стали.
Ванно-шовную сварку выполняют в определенной последовательности. Сначала, опустив электрод в зазор между торцами стержней, сварщик возбуждает дугу и поочередно проплавляет нижние кромки обоих торцов. Затем постепенно заполняет зазор, проваривая торцы. После того как зазор заварен, для удаления излишнего количества шлака нужно прожечь небольшое отверстие в скобе-накладке на 4—6 мм выше поверхности жидкого металла; удалив шлак, отверстие заваривают. Поверх заваренного зазора наплавляют усиление толщиной 3—4 мм над поверхностью стыкуемых стержней, очищают от шлака боковые углубления между стержнями и накладкой и сейчас же вслед за этим проваривают их двумя фланговыми швами.
Рис. 3. Оборудование для ванной многоэлектродной сварки: а — инвентарная медная форма для сварки однорядного стыка вертикальных стержней, б — то же, для однорядного стыка горизонтальных стержней, в — то же, для многорядного стыка горизонтальных стержней, г — гребенка электродов, прихваченных к вспомогательной пластинке, д — прием работы электрододержателем с зажатой пластинкой; 1 — половинки формы, 2 — ось поворотной струбцины, 3 — поворотная струбцина для соединения половинок формы, 4 — зажимный винт, 5, 9 — рукоятки, 7 — прихваченные электроды, 8 — корпус держателя, 10 — защитный щиток, 11 — кабель, подводящий сварочный ток
Рис. 4. Соединение стержней при ванно-шовной сварке: 1 — стыкуемые стержни, 2 — точечные наплавки (при диаметре, равном или большем 60 мм), 3 — стальная накладка, V — фланговые швы
Рис. 5. Многоэлектродная ванная сварка в медной форме: 1 — свариваемые стержни, 2 — медная форма, 3 — двуручный электрододержатель, 4 — электроды
При сварке стержней диаметром 60мм и более в конце фланговых швов рекомендуется сделать точечные наплавки диаметром не менее 0,4 d. В конце заваривают кратеры.
Ванную многоэлектродную сварку в медной форме следует применять для стыков гладких стержней из стали Ст.О и Ст.З и стержней периодического профиля из стали Ст.5 диаметром до 80 мм включительно и из стали 35ГС диаметром до 40 мм включительно.
Этот способ целесообразно применять в арматурных цехах и мастерских, используя как одноручковые, так и многоручковые электрододержатели.
Формы делают из меди M1 или М2. Применение удаляемых медных форм снижает расход стали на каждый стык. Кроме того, при остающихся стальных формах уменьшается толщина защитного слоя бетона в конструкции.
Арматурные работы — Ванная и ванно-шовная сварка
Ванный способ сварки имеет значительные преимущества по сравнению со сваркой внахлестку. При ванном способе сварки уменьшаются затраты труда, ускоряется процесс сварки, экономится арматурная сталь за счет исключения нахлестки и накладок, уменьшается расход электроэнергии и электродов. [1]
При ванном способе сварки расплавление металла изделия происходит в значительной мере за счет тепла, передаваемого изделию ванной жидкого металла. [2]
При ванном способе сварки стержней иногда происходит зашлаковка их торцов, особенно в нижней части стыка, что снижает прочность соединения. Причиной зашлаковки является слишком быстрый отвод тепла от торцов свариваемых стержней, например вследствие увеличения их диаметра. Для уменьшения зашлаковки производят предварительный подогрев торцов, водяное охлаждение формы, а также изготовляют формы из более теплопроводного металла, чем сталь, например из меди. [4]
При ванном способе сварки расплавление металла изделия происходит в значительной мере за счет тепла, передаваемого изделию ванной жидкого металла. [5]
В чем состоит сущность ванного способа сварки. [6]
При сварке стержней большого диаметра применяют ванный способ сварки. [8]
В ЦНИИСК разработано соединение сплющенных труб ванным способом сварки. [10]
Для сварки стержней арматуры большого диаметра в настоящее-время широко применяется ванный способ сварки. [11]
При дуговой электросварке стержни арматуры стыкуют внахлестку с применением накладок или ванным способом сварки. [12]
Для соединения стыков арматуры в арматурных каркасах и железобетонных конструкциях широко применяют ванный способ сварки в стальной, медной или графитовой форме ( рис. 20.2), при этом соединяемые стержни арматуры закрепляются в стальной форме прихватками. [13]
При сварке стыков арматуры железобетона из стержней диаметром 20 — 100 мм получил распространение ванный способ сварки, позволяющий в 1 5 — 2 раза снизить ее себестоимость. [14]
Сварка пучком электродов при расположении электродов гребенкой может иметь преимущества перед одинарным электродом при наплавочных работах для получения широкого шва за один проход при ванном способе сварки стержней арматуры железобетонных конструкций. [15]
Источник: http://www.samsvar.ru/stati/svarka-vannym-sposobom.html
|
|
|
||||||
|
|
|
||||||