

Какие виды сварочных швов бывают?
Термины и определения для сварных конструкций, узлов, соединений и швов установлены ГОСТ 2601-84.
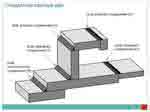
Сварным соединением называют неразъемное соединение двух и более элементов (деталей), выполненное с помощью сварки. В сварное соединение входят сварной шов, прилегающая к нему зона основного металла со структурными и другими изменениями в результате термического действия сварки (зона термического влияния) и примыкающие к ней участки основного металла.
Сварной шов представляет собой участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла или в результате пластической деформации при сварке давлением или сочетания кристаллизации и деформации.
Сварной узел представляет собой часть сварной конструкции, в которой сварены примыкающие друг к другу элементы.
Сварной конструкцией называется металлическая конструкция, изготовленная из отдельных деталей или узлов с помощью сварки.
Металл деталей, подлежащих соединению сваркой, называют основным металлом.
Металл, подаваемый в зону дуги дополнительно к расплавленному основному металлу, называют присадочным металлом.
Переплавленный присадочный металл, введенный в сварочную ванну или наплавленный на основной металл, называют наплавленным металлом.
Сплав, образованный переплавленным основным или основным и наплавленным металлами, называют металлом шва.
Работоспособность сварного изделия определяется типом сварного соединения, формой и размерами сварных соединений и швов, их расположением относительно действующих сил, плавностью перехода от сварного шва к основному металлу и др.
При выборе типа сварного соединения учитывают условия эксплуатации (статические или динамические нагрузки), способ и условия изготовления сварной конструкции (ручная сварка, автоматическая в заводских или монтажных условиях), экономию основного металла, электродов и др.
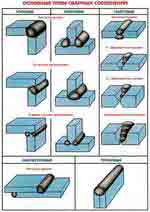
Типы сварных соединений. По форме сопряжения соединяемых деталей (элементов) различают следующие типы сварных соединений: стыковые, угловые, тавровые, нахлесточные (рисунок 1).
Рисунок 1 — Основные типы сварных соединений: а — стыковые; б — тавровые; в — угловые; г — нахлесточные
Сварные швы подразделяют по форме поперечного сечения на стыковые (рисунок 2.а) и угловые (рисунок 2.б). Разновидностью этих типов являются швы пробочные (рисунок 2.в) и прорезные (рисунок 2.г), выполняемые в нахлесточных соединениях. По форме в продольном направлении различают швы непрерывные и прерывистые.
С помощью стыковых швов образуют в основном стыковые соединения (рисунок 1.а), с помощью угловых швов — тавровые, крестовые, угловые и нахлесточные соединения (рисунок 1.б — 1.д), с помощью пробочных и прорезных швов могут быть образованы нахлесточные и иногда тавровые соединения.
Стыковые швы, как правило, выполняют непрерывными; отличительным признаком для них обычно служит форма разделки кромок соединяемых деталей в поперечном сечении. По этому признаку различают следующие основные типы стыковых швов: с отбортовкой кромок (рисунок 3.а); без разделки кромок — односторонние и двусторонние (рисунок 3.б); с разделкой одной кромки — односторонней, двусторонней; с прямолинейной или криволинейной формой разделки (рисунок 3.в); с односторонней разделкой двух кромок; с V- образной разделкой (рисунок 3.г); с двусторонней разделкой двух кромок; Х-образной разделкой (рисунок 3.д). Разделка может быть образована прямыми линиями (скос кромок) либо иметь криволинейную форму (U-образная разделка, рисунок 3.е).
Рисунок 2 — Основные типы сварных швов: а — стыковые; б — угловые; в — пробочные; г — прорезные
Стыковое соединение наиболее распространено в сварных конструкциях, поскольку имеет ряд преимуществ перед другими видами соединений. Его применяют в широком диапазоне толщины свариваемых деталей от десятых долей миллиметра до сотен миллиметров почти при всех способах сварки. При стыковом соединении на образование шва расходуется меньше присадочного материала, легко и удобно контролировать качество.
Угловые швы различают по форме подготовки свариваемых кромок в поперечном сечении и сплошности шва по длине.
По форме поперечного сечения угловые швы могут быть без разделки кромок (рисунок 4.а), с односторонней разделкой кромки (рисунок 4.б), с двусторонней разделкой кромок (рисунок 4.в). По протяженности угловые швы могут быть непрерывными (рисунок 5. а) и прерывистыми (рисунок 5.б), с шахматным (рисунок 5.в) и цепным (рисунок 5.г) расположением отрезков шва. Тавровые, нахлесточные и угловые соединения могут быть выполнены отрезками швов небольшой протяженности — точечными швами (рисунок 5.д).
Рисунок 4 — Подготовка кромок угловых швов тавровых соединений: а — с отбортовкой кромок; б — без разделки кромок; в, г, д, е — с разделками кромок
Рисунок 4 — Подготовка кромок угловых швов тавровых соединений: а — без разделки кромок; б, в — с разделкой кромки
Пробочные швы по своей форме в плане (вид сверху) обычно имеют круглую форму и получаются в результате полного проплавления верхнего и частичного проплавления нижнего листов (рисунок 6.а) — их часто называют электрозаклепками — либо путем проплавления верхнего листа через предварительно проделанное в верхнем листе отверстие (рисунок 6.б).
Рисунок 5 — Угловые швы тавровых соединений
Рисунок 6 — Форма поперечного сечения пробочных и прорезных швов
Прорезные швы, обычно удлиненной формы, получаются путем приварки верхнего (накрывающего) листа к нижнему угловым швом по периметру прорези (рисунок 6. в). В отдельных случаях прорезь может заполняться и полностью.
Форму разделки кромок и их сборку под сварку характеризуют четыре основных конструктивных элемента (рисунок 7): зазор b, притупление с, угол скоса кромки в и угол разделки кромок а, равный в или 2в.
Существующие способы дуговой сварки без разделки кромок позволяют сваривать металл ограниченной толщины (при односторонней сварке ручной — до 4 мм, механизированной под флюсом — до 18 мм). Поэтому при сварке металла большой толщины необходимо разделывать кромки. Угол скоса кромки обеспечивает определенную величину угла разделки кромок, что необходимо для доступа дуги вглубь соединения и полного проплавления кромок на всю их толщину.
Рисунок 7 — Конструктивные элементы разделки кромок и сборки под сварку
Стандартный угол разделки кромок в зависимости от способа сварки и типа соединения изменяется в пределах от (60±5) до (20±5) градусов. Тип разделки и величина угла разделки кромок определяют количество необходимого дополнительного металла для заполнения разделки, а значит, производительность сварки. Так, например, Х- образная разделка кромок по сравнению с V-образной позволяет уменьшить объем наплавленного металла в 1,6 — 1,7 раза. Уменьшается время на обработку кромок. Правда, в этом случае возникает необходимость вести сварку с одной стороны шва в неудобном потолочном положении или кантовать свариваемые изделия.
Притупление с обычно составляет (2 ± 1) мм. Его назначение — обеспечить правильное формирование и предотвратить прожоги в вершине шва. Зазор b обычно равен 1,5 — 2 мм, так как при принятых углах разделки кромок наличие зазора необходимо для провара вершины шва, но в отдельных случаях при той или иной технологии зазор может быть равным нулю или достигать 8 — 10 мм и более.
Для всех типов швов важны полный провар кромок соединяемых элементов и внешняя форма шва как с лицевой стороны (усиление шва), так и с обратной стороны, т. е. форма обратного валика. В стыковых и особенно односторонних швах трудно проваривать кромки притупления на всю их толщину без специальных приемов, предупреждающих прожог и обеспечивающих хорошее формирование обратного валика.
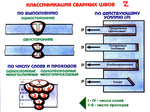
Сварные швы классифицируют по ряду признаков. По внешнему виду швы делят на выпуклые, нормальные, вогнутые (рисунок 8). Как правило, все швы выполняют с небольшим усилением (выпуклыми). Если требуются швы без усиления, это должно быть указано на чертеже. Ослабленными (вогнутыми) выполняют угловые швы, что также отмечается на чертеже. Такие швы требуются для улучшения работы сварных соединений, например при переменных нагрузках. Стыковые швы ослабленными не делают, вогнутость в этом случае является браком. Увеличение размеров сварных швов по сравнению с заданными приводит к увеличению массы свариваемой конструкции и перерасходу электродов. В результате возрастает себестоимость сварных конструкций, повышается трудоемкость сварочных работ.
Рисунок 8 — Классификация швов по внешнему виду: а — выпуклые; б — нормальные; в — вогнутые
Большое значение также имеет образование плавного перехода металла лицевого и обратного валиков к основному металлу, так как это обеспечивает высокую прочность соединения при динамических нагрузках. В угловых швах также бывает трудно проварить корень шва на всю его толщину, особенно при сварке наклонным электродом. Для этих швов рекомендуется вогнутая форма поперечного сечения шва с плавным переходом к основному металлу, что снижает концентрацию напряжений в месте перехода и повышает прочность соединения при динамических нагрузках.
По числу слоев и проходов различают однослойные, многослойные, однопроходные, многопроходные швы (рисунки 9, 10).
Рисунок 9 — Классификация швов по выполнению: а — односторонние; б — двусторонние
Рисунок 10 — Классификация швов по числу слоев и проходов: I — IV — число слоев; 1 — 8 — число проходов
Слой сварного шва — часть металла сварного шва, которая состоит из одного или нескольких валиков, располагающихся на одном уровне поперечного сечения шва. Валик — металл сварного шва, наплавленный или переплавленный за один проход.
При сварке каждый слой многослойного шва отжигается при наложении последующего слоя. В результате такого теплового воздействия на металл сварного шва улучшаются его структура и механические свойства. Толщина каждого слоя в многослойных швах примерно равна 5 — 6 мм.
По действующему усилию швы делят на продольные (фланговые), поперечные (лобовые), комбинированные, косые (рисунок 11). Лобовой шов расположен перпендикулярно к усилию Р, фланговый — параллельно, а косой — под углом.
Рисунок 11- Классификация швов по действующему усилию: а — продольные (фланговые); б — поперечные (лобовые); в — комбинированные; г — косые
По положению в пространстве различают нижние, горизонтальные, вертикальные и потолочные швы (рисунок 12). Отличаются они друг от друга углами, под которыми располагается поверхность свариваемой детали относительно горизонтали. Наиболее труден для исполнения потолочный шов, лучше всего шов формируется в нижнем положении. Потолочные, вертикальные и горизонтальные швы приходится обычно выполнять при изготовлении и особенно при монтаже крупногабаритных конструкций.
Примеры обозначения сварных швов по их положению в пространстве даны на рисунке 13.
Рисунок 12 — Классификация сварных швов по их положению в пространстве
Рисунок 13 — Обозначение сварных швов по их положению в пространстве: Н — нижние; П — потолочные; Пп — полупотолочные; Г — горизонтальные; Пв — полувертикальные; В — вертикальные; Л — в лодочку; Пг — полугоризонтальные
В связи с важностью правильной подготовки свариваемых кромок с точки зрения качества, экономичности, прочности и работоспособности сварного соединения созданы государственные стандарты на подготовку кромок под сварку. Стандарты регламентируют форму и конструктивные элементы разделки и сборки кромок под сварку и размеры готовых сварных швов.
ГОСТ 5264-80 «Швы сварных соединений. Ручная электродуговая сварка. Основные типы, конструктивные элементы и размеры» и ГОСТ 11534-75 «Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры» регламентируют конструктивные элементы подготовки кромок и размеры выполненных швов при ручной дуговой сварке металлическим электродом во всех пространственных положениях.
Необходимо отметить некоторые особенности применения стандартов. Различные способы электрической сварки плавлением в силу их технологических особенностей позволяют получить различную максимальную глубину проплавления. Варьируя основными параметрами режима сварки, конструктивными типами разделки кромок, можно увеличивать или уменьшать глубину проплавления и другие размеры шва.
По указанной причине упомянутые стандарты, регламентирующие конструктивные элементы разделки кромок, учитывают возможность варьирования силой сварочного тока, напряжением, диаметром электродной проволоки (плотностью тока) и скоростью сварки. В тех случаях, когда процесс сварки обеспечивает использование больших токов, высокой плотности тока и концентрации теплоты, возможны повышенная величина притупления, меньшие углы разделки и величина зазора.
При ручной дуговой сварке такие факторы, как величина сварочного тока, скорость сварки и напряжение дуги, изменяются в небольших пределах.
Чтобы обеспечить сквозное проплавление кромок изделия при сварке односторонних стыковых или угловых швов при толщине листов свыше 4 мм, сварку приходится вести по заранее разделанным кромкам. При ручной сварке сварщики не могут существенно изменить глубину проплавления основного металла, но, меняя размах поперечных колебаний электрода, они могут значительно изменять ширину шва.
При толщине листов 9 — 100 мм ГОСТ 5264-80 для стыковых соединений предусматривает обязательную разделку кромок и зазор, которые имеют различную величину в зависимости от толщины металла и типа соединения.
Во всех случаях, используя стандарты на подготовку кромок, следует выбирать такие типы разделок, при которых обеспечиваются наименьшие объем и стоимость работ по разделке кромок, объем и масса наплавленного металла, полный провар по толщине, плавная форма сопряжения внешней части шва и минимальные угловые деформации.
Большое влияние на качество сварных соединений и экономичность процесса сварки оказывают чистота кромок и прилегающей к ним поверхности основного металла, точность подготовки кромок и сборки под сварку. Заготовки для свариваемых деталей следует изготовлять из предварительно выправленного и зачищенного металла. Вырезку деталей и подготовку кромок осуществляют механической обработкой (на пресс-ножницах, кромкострогальных и фрезерных станках), газокислородной и плазменной резкой и др. После применения тепловых способов резки кромки зачищают от грата, окалины и т. п. (шлифовальными кругами, металлическими щетками и др.).
В некоторых случаях при сварке высоколегированных сталей основной металл в зоне термического влияния после резки также удаляют механическим путем. Перед сборкой кромки прилегающие участки основного металла (на 40 мм от кромки) должны быть очищены от масла, ржавчины и других загрязнений металлическими щетками, дробеструйной обработкой или химическим травлением. Детали собирают на прихватках (коротких швах) длиной 20 — 30 мм или в специальных сборочных приспособлениях.
Стыковой шов. Элементами геометрической формы стыкового шва (рисунок 14) являются ширина шва — е, выпуклость шва — q, глубина провара — h, толщина шва — с, зазор — b, толщина свариваемого металла — S.
Рисунок 14 — Геометрические параметры стыкового шва
Ширина сварного шва — расстояние между видимыми линиями сплавления на лицевой стороне сварного шва при сварке плавлением.
Выпуклость сварного шва определяется расстоянием между плоскостью, проходящей через видимые линии границы сварного шва с основным металлом, и поверхностью сварного шва, измеренным в месте наибольшей выпуклости.
Глубина проплавления (провара) представляет собой наибольшую глубину расплавления основного металла в сечении шва. Это глубина проплавления свариваемых элементов соединения.
Толщина шва включает выпуклость сварного шва q и глубину проплавления (с = q + h).
Зазор — расстояние между торцами свариваемых элементов. Устанавливается в зависимости от толщины свариваемого металла и составляет 0 — 5 мм (большой размер для толстого металла).
Характеристикой формы шва является коэффициент формы сварного шва ψш — коэффициент, выражаемый отношением ширины стыкового или углового шва к его толщине. Для стыкового шва оптимальное значение ψш от 1,2 до 2 (может изменяться в пределах 0,8 — 4).
Другой характеристикой формы шва является коэффициент выпуклости сварного шва, который определяют отношением ширины шва к выпуклости ψш шва. Коэффициент ψш не должен превышать 7 — 10.
Ширина сварного шва и глубина провара зависят от способа и режимов сварки, толщины свариваемых элементов и других факторов.
Угловой шов. Элементами геометрической формы углового шва (рисунок 15) являются катет шва — k, выпуклость шва — q, расчетная высота шва — р, толщина шва — а.
Катет углового шва — кратчайшее расстояние от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части.
Рисунок 15 — Геометрические параметры углового шва
Выпуклость сварного шва определяется расстоянием между плоскостью, проходящей через видимые линии границы сварного шва с основным металлом, и поверхностью сварного шва, измеренным в месте наибольшей выпуклости.
Расчетная высота углового шва — длина перпендикуляра, опущенного из точки максимального проплавления в месте сопряжения спариваемых частей на гипотенузу наибольшего, вписанного во внешнюю часть углового шва прямоугольного треугольника.
Толщина углового шва — наибольшее расстояние от поверхности углового шва до точки максимального проплавления основного металла.
Если шов выполнен вогнутым, то измеряют вогнутость углового шва. Она определяется расстоянием между плоскостью, проходящей через видимые линии границы углового шва с основным металлом, и поверхностью шва, измеренной в месте наибольшей вогнутости.
В зависимости от параметров сварки и формы подготовки свариваемых кромок деталей доли участия основного и наплавленного металлов в формировании шва могут существенно изменяться (рисунок 16).
Коэффициент доли основного металла в металле шва определяют по формуле
где Fо — площадь сечения шва, сформированная за счет расплавления основного металла;
Fэ — площадь сечения шва, сформированная за счет наплавленного электродного металла.
При изменении доли участия основного и присадочного металлов в формировании шва его состав может изменяться, следовательно, изменяются и его механические, коррозионные и другие свойства.
Рисунок 16 — Площади сечения расплавленного основного металла (Fo) и наплавленного (Fэ) электродного металла
Основные типы и конструктивные элементы швов сварных соединений для ручной дуговой сварки регламентирует ГОСТ 5264-80.
Условные изображения швов сварных соединений. Основные типы, конструктивные элементы, размеры и условные обозначения сварных соединений и швов на чертежах, а также форма и размеры подготовки свариваемых кромок из различных конструкционных материалов, применяемых при дуговой сварке, регламентируются стандартами.
На чертежах сварных изделий применяют условные изображения и обозначения швов, приведенные в ГОСТ 2.312-72.
Шов сварного соединения, независимо от способа сварки, условно изображают: видимый — сплошной основной линией (рисунок 17.а — 17.в), невидимый — штриховой (рисунок 17.г). Видимую одиночную сварную точку, независимо от способа сварки, условно обозначают знаком «+» (рисунок 17. б).
От изображения шва или одиночной точки проводят линию- выноску с односторонней стрелкой, указывающей место расположения шва. Линию-выноску предпочтительно выполнять от изображения видимого шва.
На изображение сечения многопроходного шва допускается наносить контуры отдельных проходов, при этом их необходимо обозначать прописными буквами русского алфавита (рисунок 18. а).
Рисунок 18 — Изображение сечения многопроходного шва (а) и нестандартных швов (б)
Нестандартные швы (рисунок 18.б) изображают с указанием конструктивных элементов, необходимых для выполнения шва по данному чертежу.
На чертежах поперечных сечений границы шва наносят сплошными основными линиями, а конструктивные элементы кромок в границах шва — сплошными тонкими линиями.
Вспомогательные знаки для обозначения сварных швов приведены в таблице 1.
Значение вспомогательного знака
Расположение вспомогательного знака относительно полки линии выноски, проведенной от изображения шва
Наплывы и неровности шва обработать с плавным переходом к основному металлу
Шов выполнить при монтаже изделия, т.е. при установке его по монтажному чертежу на месте применения
Шов прерывистый или точечный с цепным расположением. Угол наклона линии ≈ 60°
Шов прерывистый или точечный с шахматным расположением
Шов по замкнутой линии. Диаметр знака 3 — 5 мм
Шов по незамкнутой линии. Знак применяют, если расположение шва ясно из чертежа
В условном обозначении шва (рисунок 19) вспомогательные знаки выполняют сплошными тонкими линиями. Вспомогательные знаки должны быть одинаковой высоты с цифрами, входящими в обозначение шва.
Структура условного обозначения стандартного шва или одиночной сварной точки приведена на рисунке 19. а.
1. Первыми в обозначении располагают вспомогательные знаки — «шов по замкнутой линии» и «выполнить при монтаже изделия» (таблица 1).
2. Указывают номер стандарта на типы и конструктивные элементы швов сварных соединений. Например: ГОСТ 5264-80 — Ручная дуговая сварка.
3. Приводят буквенно-цифровое обозначение шва по стандарту на типы и конструктивные элементы швов сварных соединений. Например, стыковой шов без скоса кромок односторонний обозначают как С2.
Рисунок 19 — Структура условного обозначения сварного шва
4. На этой позиции указывают условное обозначение способа сварки по стандарту на типы и конструктивные элементы швов. Стандарт допускает не указывать способ сварки.
5. Знак и размер катета для угловых, тавровых соединений и внахлестку, для которых стандартом предусмотрено указание катета шва, например 5.
6. В данной позиции проставляют:
— для прерывистого шва — размер длины провариваемого участка, знак / или Z и размер шага, например, 50 Z 100;
— для одиночной сварной точки — размер расчетного диаметра точки;
— для шва контактной точечной сварки или электрозаклепочного шва — размер расчетного диаметра точки или электрозаклепки; знак / или Z и размер шага, например 10/80;
— для шва контактной шовной сварки — размер расчетной ширины шва;
— для прерывистого шва контактной шовной сварки — размер расчетной ширины, знак умножения, размер длины провариваемого участка, знак / и размер шага, например 5 х 40/200.
7. На последнем месте обозначения располагают вспомогательные знаки — усиление шва снять и др. (таблица 1).
Если шов нестандартный, то в его условном обозначении (рисунок 19. б) из рассмотренных выше частей сохраняются только вспомогательные знаки (1 и 7) и часть обозначения, касающаяся конструктивных элементов прерывистого либо точечного шва (6). В технических требованиях чертежа или таблице швов при этом указывают способ сварки, которым выполняется нестандартный шов.
Условное обозначение шва наносят:
— на полке линии-выноски, проведенной от изображения шва с лицевой стороны (рисунок 20. а);
— под полкой линии-выноски, проведенной от изображения шва с оборотной стороны (рисунок 20. б).
Рисунок 20 — Нанесение условного обозначения шва на лицевой и оборотной сторонах
За лицевую сторону одностороннего шва принимают ту, с которой производят сварку. За лицевую сторону двустороннего шва с несимметрично подготовленными кромками принимают ту, с которой сваривают основной шов. Если двусторонний шов имеет симметричные кромки, то за лицевую может быть принята любая сторона шва.
Обозначение шероховатости механически обработанной поверхности шва наносят на полке или под полкой линии-выноски после условного обозначения шва (рисунок 20.а — 20.б), указывают в таблице швов или приводят в технических требованиях чертежа, например: параметр шероховатости поверхностей сварных швов Rz 80 мкм.
Если для шва сварного соединения установлен контрольный комплекс или категория контроля шва, то их обозначение допускается помещать под линией выноской (рисунок 20). В технических требованиях или таблице швов на чертеже приводят ссылку на соответствующий нормативно-технический документ.
Сварочные материалы указывают на чертеже в технических требованиях или таблице швов. Допускается сварочные материалы не указывать.
При наличии на чертеже одинаковых швов обозначение наносят у одного из изображений, а от изображений остальных одинаковых швов проводят линии-выноски с полками. Всем одинаковым швам присваивают один и тот же номер, который наносят:
— на линии-выноске, имеющей полку с нанесенным обозначением шва (рисунок 21. а);
— на полке линии-выноски, проведенной от изображения шва, не имеющего обозначения, с лицевой стороны (рисунок 21. б);
— под полкой линии-выноски, проведенной от изображения шва, не имеющего обозначения, с оборотной стороны (рисунок 21.в).
Рисунок 21 — Упрощения в обозначении швов сварных соединений
Допускается указывать количество одинаковых швов на линии- выноске, имеющей полку с нанесенным обозначением (рисунок 21. а).
Если все швы на чертеже одинаковы и изображены с одной стороны, то порядковый номер швам не присваивают и отмечают их только линиями-выносками без полок (рисунок 21.г) кроме шва, на котором нанесено условное обозначение.
На чертеже симметричного изделия, при наличии на изображении оси симметрии, допускается отмечать линиями-выносками и обозначать швы только одной из симметричных частей изображения изделия.
На чертеже изделия, в котором имеются одинаковые составные части, привариваемые одинаковыми швами, допускается отмечать линиями-выносками и обозначать швы только на одной из одинаковых изображенных частей.
Если все швы на данном чертеже выполнены по одному и тому же стандарту, обозначение стандарта указывают в технических требованиях чертежа (записью по типу: «Сварные швы по. ») или в таблице.
Допускается не отмечать на чертеже швы линиями-выносками, а приводить указания по сварке записью в технических требованиях чертежа, если эта запись однозначно определяет места сварки, способы сварки, типы швов сварных соединений и размеры их конструктивных элементов в поперечном сечении и расположении швов.
Одинаковые требования, предъявляемые ко всем швам или группе швов, приводят один раз — в технических требованиях или в таблице.
Условные обозначения стандартных швов сварных соединений
На рисунке 22 приведены форма поперечного сечения шва и условное обозначение стандартного стыкового шва соответственно. Данный шов имеет следующую характеристику: шов стыкового соединения с V-образным скосом одной кромки, двусторонний, выполняемый ручной дуговой сваркой при монтаже изделия; усиление снято с обеих сторон; параметр шероховатости поверхностей шва: с лицевой стороны Rz 20 мкм;
Чертежи, изображающие сварные изделия, сварные узлы и т. п., которые содержат необходимые данные для сборки, сварки и контроля, называют сборочными. Сборочные чертежи дают возможность определить, как спроектировано и работает изделие, какие детали в него входят, какими должны быть типы сварных соединений, какой следует применить способ сварки для соединения деталей между собой, каким способом контроля нужно подвергнуть сварные соединения и швы, каким техническим требованиям должны соответствовать сварные швы и т. д.
Рисунок 22 — Условное изображение и обозначение стыкового шва
Приступая к работе, сварщик должен прежде всего изучить чертеж: все надписи, изображаемые виды, условные обозначения, материал деталей, технические требования, предъявляемые к сварным швам.
Источник: http://www.eti.su/articles/instrument-i-prinadlezhnosti/instrument-i-prinadlezhnosti_1492.html
Сварные соединения и швы классифицируются по следующим основным признакам:
- виду соединения;
- положению, в котором выполняется сварка;
- конфигурации и протяженности;
- применяемому виду сварки;
- способу удержания расплавленного металла шва;
- количеству наложения слоев;
- применяемому для сварки материалу;
- расположению свариваемых деталей относительно друг друга;
- действующему на шов усилию;
- объему наплавленного металла;
- форме свариваемой конструкции;
- форме подготовленных кромок под сварку
По виду соединения сварные швы бывают стыковыми и угловыми. По расположению в пространстве швы сварных соединений подразделяются на нижние, вертикальные, горизонтальные и потолочные. Выход шва из потолочного положения в вертикальное при сварке цилиндрических изделий называется полупотолочным положением.
По конфигурации швы сварных соединений бывают прямолинейными, кольцевыми, вертикальными и горизонтальными. По протяженности швы разделяются на сплошные и прерывистые. Сплошные швы в свою очередь делятся на короткие, средние и длинные.
По виду сварки швы сварных соединений разделяются на:
- швы дуговой сварки
- швы автоматической и полуавтоматической сварки под флюсом
- швы дуговой сварки в защитных газах
- швы электрошлаковой сварки
- швы электрозаклепочные
- швы контактной электросварки
- швы паяных соединений
По способу удержания расплавленного металла швы сварных соединений делятся на швы, выполненные без подкладок и подушек; на съемных и остающихся стальных подкладках: на медных, флюсомедных. керамических и асбестовых подкладках, а также флюсовых и газовых подушках. В зависимости от того, с какой стороны накладывается шов, различают односторонние и двусторонние швы.
По применяемому для сварки материалу швы сварных соединений подразделяются на швы соединения углеродистых и легированных сталей; швы соединения цветных металлов; швы соединения биметалла; швы соединения винипласта и полиэтилена.
По расположению свариваемых деталей относительно друг друга швы сварных соединений могут быть под острым или тупым углом, под прямым углом, а также располагаться в одной плоскости.
По объему наплавленного металла различают нормальные, ослабленные и усиленные швы.
По форме свариваемой конструкции швы сварных соединений выполняются на плоских и сферических конструкциях, а по расположению на изделии швы бывают продольными и поперечными.
Сварными называют неразъемные соединения, выполненные при помощи сварки. Они могут быть стыковыми, угловыми, нахлесточными, тавровыми и торцевыми (рис.1).
Стыковым называют соединение двух деталей их торцами, расположенными в одной плоскости или на одной поверхности. Толщина свариваемых поверхностей может быть одинаковой или отличаться одна от другой. На практике стыковое соединение чаще всего применяют при сварке трубопроводов и различных резервуаров.
Угловое — сварное соединение двух элементов, расположенных под углом относительно друг друга и сваренных в месте примыкания их краев. Такие сварные соединения нашли широкое применение в строительной практике.
Нахлесточное — сварное соединение предусматривает наложение одного элемента на другой в одной плоскости с частичным перекрытием друг друга. Такие соединения чаще всего встречаются в строительно-монтажных работах, при сооружении ферм, резервуаров и т.д.
Тавровым называют соединение, в котором к плоскости одного элемента приложен торец другого соединения под определенным углом.
Сварочные швы
Участок сварного соединения, сформированный как результат кристаллизации расплавленного металла, называется сварочным швом. В отличие от соединений сварные швы бывают стыковыми и угловыми (рис. 2).
Стыковой — это сварной шов стыкового соединения. Угловой — это сварной шов углового, нахлесточного и таврового соединений.
Сварочные швы различают по количеству слоев наложения, ориентации их в пространстве, по длине и т.д. Так, если шов полностью охватывает соединение, то его называют сплошным. Если в пределах одного соединения шов разрывается, то его называют прерывистым. Разновидностью прерывистого шва является прихваточный шов, который применяют для фиксации элементов относительно друг друга перед сваркой. Если сварочные швы накладывают один на другой, то такие швы называют многослойными.
По форме наружной поверхности сварочные швы могут быть плоскими, вогнутыми или выпуклыми. Форма сварочного шва оказывает влияние на его физико-механические свойства и на расход электродного металла, связанный с его формированием. Наиболее экономичны плоские и вогнутые швы, которые, к тому же, лучше работают при динамических нагрузках, так как отсутствует резкий переход от основного металла к сварному шву. Чрезмерный наплыв выпуклых, швов приводит к перерасходу электродного металла, а резкий переход от основного металла к сварному шву при концентрированных напряжениях может вызвать разрушения соединения. Поэтому при изготовлении ответственных конструкций выпуклость на швах снимают механическим способом (фрезы, абразивные круги и т.д.).
Различают сварочные швы по их положению в пространстве. Это нижние, горизонтальные, вертикальные и потолочные швы.
Элементы геометрической формы подготовки кромок под сварку
Элементами геометрической формы подготовки кромок под сварку (рис. 3, а) являются: угол разделки кромок α; зазор между стыкуемыми кромками а; притупление кромок S; длина скоса листа L при наличии разности толщин металла; смещение кромок относительно друг друга δ.
Угол разделки кромок выполняется при толщине металла более 3 мм, поскольку ее отсутствие (разделки кромок) может привести к непровару по сечению сварного соединения, а также к перегреву и пережогу металла; при отсутствии разделки кромок для обеспечения провара электросварщик всегда старается увеличить величину сварочного тока.
Разделка кромок позволяет вести сварку отдельными слоями небольшого сечения, что улучшает структуру сварного соединения и уменьшает возникновение сварочных напряжений и деформаций.
Зазор, правильно установленный перед сваркой, позволяет обеспечить полный провар по сечению соединения при наложении первого (корневого) слоя шва, если подобран соответствующий режим сварки.
Длиной скоса листа регулируется плавный переход от толстой свариваемой детали к более тонкой, устраняются концентраторы напряжений в сварных конструкциях.
Притупление кромок выполняется для обеспечения устойчивого ведения процесса сварки при выполнении корневого слоя шва. Отсутствие притупления способствует образованию прожогов при сварке.
Смещение кромок ухудшает прочностные свойства сварного соединения и способствует образованию непровара и концентраций напряжений. ГОСТ 5264—69 допускает смещение свариваемых кромок относительно друг друга до 10% толщины металла, но не более 3 мм.
Источник: http://build.novosibdom.ru/node/218
- Основа классификации
- Принципы классификации
Сварка обеспечивает неразъемные соединения металлов за счет установления прочных межатомных связей между элементами (при их деформации). Какие бывают сварочные аппараты, знают специалисты. Швы, полученные с их помощью, способны соединять одинаковые и разнородные металлы, их сплавы, детали с дополнениями (графит, керамика, стекло), пластмассу.
Эксперты разработали классификацию сварных швов по следующему принципу:
- способу их выполнения;
- внешним характеристикам;
- числу слоев;
- расположению в пространстве;
- протяженности;
- назначению;
- ширине;
- условиям функционирования сварных изделий.
По оценке способа выполнения сварочные швы бывают односторонними или двусторонними. Внешние параметры позволяют классифицировать их на усиленные, плоские и ослабленные, которые специалисты называют выпуклыми, нормальными и вогнутыми. Первые виды способны выдерживать длительное время статические нагрузки, но они недостаточно экономичны. Вогнутые и нормальные соединения хорошо выдерживают динамические или знакопеременные нагрузки, так как переход от металла к швам плавный, а риск концентрации напряжений, способных их разрушить, ниже 1-го показателя.
Основные виды сварных соединений.
Сварка, учитывая количество слоев, может быть однослойной или многослойной, а по количеству проходов она бывает однопроходной и многопроходной. Многослойные спаи используют для работы с толстыми металлами и их сплавами и при необходимости уменьшения зоны термического воздействия. Проходом называют перемещение (1 раз) теплового источника в процессе наплавки или сваривания деталей в одном направлении.
Валик — часть шовного металла, которую можно наплавить в процессе одного прохода. Слой сварки — спай металла с несколькими валиками, расположенными на одном уровне поперечного сечения. Ориентируясь на их положение в пространстве, предусмотрено подразделение швов на нижние, горизонтальные, вертикальные, в «лодочку», полугоризонтальные, полувертикальные, потолочные, полупотолочные. Характеристика прерывистости или непрерывности говорит о протяженности. Первые типы используют для стыковых швов.
Сплошные соединения могут быть короткими, средними и длинными. Выделяют герметичные, прочные и прочноплотные швы (по их назначению). Ширина помогает подразделить их на следующие типы:
- уширенные, которые выполнены с поперечными, колебательными движениями электрода;
- ниточные, ширина которых может незначительно превышать или совпадать с диаметром электрода.
Условия, в которых будут в дальнейшем использоваться сварные изделия, предполагают, что спаи могут быть рабочими и нерабочими. Первые хорошо переносят нагрузки, а другие используются, чтобы соединить части сварного изделия. Сварные соединения классифицируются на поперечные (в них направление перпендикулярно оси шва), продольные (направлением, параллельным оси), косые (с размещенным под углом к оси направлением) и комбинированные (применение поперечного и продольного швов).
Способ удержания раскаленного металла позволяет подразделять сварочный шов на созданные:
- на остающихся и на съемных подкладках из стали;
- без дополнительных подкладок, подушек;
- на подкладках из флюсомеди, меди, асбеста или керамики;
- на газовых и флюсовых подушках.
Материал, который используется в процессе сваривания элементов, классифицируется на соединения цветных металлов, стали (легированной или углеродистой), винипласта и биметаллов.
В зависимости от расположения относительно друг друга частей изделий, которые подлежат сварке, бывают спаи под прямым углом, под тупым или острым углом и располагающиеся в одной плоскости.
Неразъемные соединения, которые возникают при использовании сварки, бывают:
- угловыми;
- стыковыми;
- тавровыми;
- нахлесточными или торцевыми.
Угловые виды используют при проведении строительных работ. Они предполагают надежное соединение элементов, которые расположены по отношению друг к другу под определенным углом и сварены в местах примыкания краев.
Стыковые виды нашли применение при сваривании резервуаров или трубопроводов. С их помощью детали свариваются торцами, которые расположены на одной поверхности или в одной плоскости. Толщина поверхностей не должна обязательно совпадать.
Нахлесточные виды используют при изготовлении металлических контейнеров, в строительных работах и при сварке резервуаров. Этот тип предполагает, что один элемент накладывается на другой, расположенный в аналогичной плоскости, частично перекрывая друг друга.
Сварные соединения и швы классифицируются по следующим основным признакам:
- виду соединения;
- положению, в котором выполняется сварка;
- конфигурации и протяженности;
- применяемому виду сварки;
- способу удержания расплавленного металла шва;
- количеству наложения слоев;
- применяемому для сварки материалу;
- расположению свариваемых деталей относительно друг друга;
- действующему на шов усилию;
- объему наплавленного металла;
- форме свариваемой конструкции;
- форме подготовленных кромок под сварку
По виду соединения сварные швы бывают стыковыми и угловыми. По расположению в пространстве швы сварных соединений подразделяются на нижние, вертикальные, горизонтальные и потолочные. Выход шва из потолочного положения в вертикальное при сварке цилиндрических изделий называется полупотолочным положением.
По конфигурации швы сварных соединений бывают прямолинейными, кольцевыми, вертикальными и горизонтальными. По протяженности швы разделяются на сплошные и прерывистые. Сплошные швы в свою очередь делятся на короткие, средние и длинные.
По виду сварки швы сварных соединений разделяются на:
- швы дуговой сварки
- швы автоматической и полуавтоматической сварки под флюсом
- швы дуговой сварки в защитных газах
- швы электрошлаковой сварки
- швы электрозаклепочные
- швы контактной электросварки
- швы паяных соединений
По способу удержания расплавленного металла швы сварных соединений делятся на швы, выполненные без подкладок и подушек; на съемных и остающихся стальных подкладках: на медных, флюсомедных. керамических и асбестовых подкладках, а также флюсовых и газовых подушках. В зависимости от того, с какой стороны накладывается шов, различают односторонние и двусторонние швы.
По применяемому для сварки материалу швы сварных соединений подразделяются на швы соединения углеродистых и легированных сталей; швы соединения цветных металлов; швы соединения биметалла; швы соединения винипласта и полиэтилена.
По расположению свариваемых деталей относительно друг друга швы сварных соединений могут быть под острым или тупым углом, под прямым углом, а также располагаться в одной плоскости.
По объему наплавленного металла различают нормальные, ослабленные и усиленные швы.
По форме свариваемой конструкции швы сварных соединений выполняются на плоских и сферических конструкциях, а по расположению на изделии швы бывают продольными и поперечными.
Сварными называют неразъемные соединения, выполненные при помощи сварки. Они могут быть стыковыми, угловыми, нахлесточными, тавровыми и торцевыми (рис.1).
Стыковым называют соединение двух деталей их торцами, расположенными в одной плоскости или на одной поверхности. Толщина свариваемых поверхностей может быть одинаковой или отличаться одна от другой. На практике стыковое соединение чаще всего применяют при сварке трубопроводов и различных резервуаров.
Угловое — сварное соединение двух элементов, расположенных под углом относительно друг друга и сваренных в месте примыкания их краев. Такие сварные соединения нашли широкое применение в строительной практике.
Нахлесточное — сварное соединение предусматривает наложение одного элемента на другой в одной плоскости с частичным перекрытием друг друга. Такие соединения чаще всего встречаются в строительно-монтажных работах, при сооружении ферм, резервуаров и т.д.
Тавровым называют соединение, в котором к плоскости одного элемента приложен торец другого соединения под определенным углом. Сварочные швы
Участок сварного соединения, сформированный как результат кристаллизации расплавленного металла, называется сварочным швом. В отличие от соединений сварные швы бывают стыковыми и угловыми (рис. 2).
Стыковой — это сварной шов стыкового соединения. Угловой — это сварной шов углового, нахлесточного и таврового соединений.
Сварочные швы различают по количеству слоев наложения, ориентации их в пространстве, по длине и т.д. Так, если шов полностью охватывает соединение, то его называют сплошным. Если в пределах одного соединения шов разрывается, то его называют прерывистым. Разновидностью прерывистого шва является прихваточный шов, который применяют для фиксации элементов относительно друг друга перед сваркой. Если сварочные швы накладывают один на другой, то такие швы называют многослойными.
По форме наружной поверхности сварочные швы могут быть плоскими, вогнутыми или выпуклыми. Форма сварочного шва оказывает влияние на его физико-механические свойства и на расход электродного металла, связанный с его формированием. Наиболее экономичны плоские и вогнутые швы, которые, к тому же, лучше работают при динамических нагрузках, так как отсутствует резкий переход от основного металла к сварному шву. Чрезмерный наплыв выпуклых, швов приводит к перерасходу электродного металла, а резкий переход от основного металла к сварному шву при концентрированных напряжениях может вызвать разрушения соединения. Поэтому при изготовлении ответственных конструкций выпуклость на швах снимают механическим способом (фрезы, абразивные круги и т.д.).
Различают сварочные швы по их положению в пространстве. Это нижние, горизонтальные, вертикальные и потолочные швы.
Элементы геометрической формы подготовки кромок под сварку
Элементами геометрической формы подготовки кромок под сварку (рис. 3, а) являются: угол разделки кромок α; зазор между стыкуемыми кромками а; притупление кромок S; длина скоса листа L при наличии разности толщин металла; смещение кромок относительно друг друга δ.
Угол разделки кромок выполняется при толщине металла более 3 мм, поскольку ее отсутствие (разделки кромок) может привести к непровару по сечению сварного соединения, а также к перегреву и пережогу металла; при отсутствии разделки кромок для обеспечения провара электросварщик всегда старается увеличить величину сварочного тока.
Разделка кромок позволяет вести сварку отдельными слоями небольшого сечения, что улучшает структуру сварного соединения и уменьшает возникновение сварочных напряжений и деформаций.
Зазор, правильно установленный перед сваркой, позволяет обеспечить полный провар по сечению соединения при наложении первого (корневого) слоя шва, если подобран соответствующий режим сварки.
Длиной скоса листа регулируется плавный переход от толстой свариваемой детали к более тонкой, устраняются концентраторы напряжений в сварных конструкциях.
Притупление кромок выполняется для обеспечения устойчивого ведения процесса сварки при выполнении корневого слоя шва. Отсутствие притупления способствует образованию прожогов при сварке.
Смещение кромок ухудшает прочностные свойства сварного соединения и способствует образованию непровара и концентраций напряжений. ГОСТ 5264—69 допускает смещение свариваемых кромок относительно друг друга до 10% толщины металла, но не более 3 мм.
Источник: http://www.samsvar.ru/stati/vidy-svarki-shvov.html
Сварка металла применяется во многих отраслях промышленности. От того, как проведены эти работы, зависит долговечность любой конструкции. На качество сварки влияет то, насколько правильно подобран тип соединения и шов. Существует целый ряд классификаций и видов стыков. Следует рассмотреть основные типы, элементы сварных соединений.
Сварка является опасным видом деятельности для здоровья и жизни человека. Поэтому без применения средств индивидуальной защиты при таких работах не обойтись. Сварка сопровождается целым рядом вредных факторов: излучение, газы, расплавленные капли металла. Поэтому потребуется следующий комплект СИЗ:
- Костюм. Производится из брезентовых тканей.
- Ботинки сварщика или сапоги. При этом шнурки должны быть закрытыми.
- Очки, маска сварщика.
- Респиратор от сварочных газов.
- Рукавицы брезентовые.
Как видим, понадобится достаточно серьёзный комплект. Но именно он поможет уберечься от ожогов, потери зрения, отравления. Поэтому его использование является необходимым.
Очень часто на стройке или производстве требуется неразъёмным образом соединить металлические плоскости, детали. Для этого и применяется сварка, в процессе которой образуется шов. Такой стык становится неразъёмным за счёт процесса оплавления самого металла и присадочных материалов (электродов). Основные типы сварных соединений состоят из самого шва, зоны сплавления, участка термического влияния, прилегающего материала. Детали стыкуются на межмолекулярном или межатомном уровне под действием высоких температур. Бывают разные типы сварных соединений. ГОСТ 5264-80 содержит подробную информацию о каждом из них. Ниже мы рассмотрим всё это более подробно.
Этот вид является самым популярным. Он применяется повсеместно. Причём сварка может осуществляться с любым видом кромок. Может быть односторонней и двухсторонней, со съёмной подкладкой, несъёмной и без неё. Применяется для следующих вариантов кромок: отбортовки двух деталей или одной, без неё, а также при отсутствии скоса кромок. Но это ещё не всё. Кромка также может быть замковой, с односторонними и двусторонними, симметричными и несимметричными, криволинейными и ломаными скосами и так далее. Стыковые типы сварных соединений отличаются многообразием и универсальностью. Важно соблюсти технологию работ, чтобы получить качественный шов.
Это стыкование деталей используется при работе с угловыми элементами конструкций. Порой возникает сложность со сцеплением труднодоступных мест. Поэтому есть некоторое ограничение по кромкам, которые необходимо стыковать. Сварка может быть односторонней и двухсторонней. Применяется для следующих видов кромок:
Как видно, ряд стыковочных элементов отпадает в связи со сложностью или невозможностью их скрепить, используя угловые типы сварных соединений.
Такой тип в разрезе выглядит как Т-образное соединение деталей. Но оно же характерно для деталей, при соединении которых был использован небольшой угол наклона одной поверхности к другой. Сварка может быть односторонней и двухсторонней. При работе с таким стыкованием подготавливают следующий ряд кромок:
- Без скоса.
- С односторонним и двусторонним вариантом на одной кромке При этом они могут быть симметричными и несимметричными.
- С криволинейным односторонним и двусторонним скосом одной плоскости.
Тавровые типы сварных соединений также позволяют работать с ограниченным видом плоскостей.
Первое стыкование применяется в случаях, когда требуется скрепить детали внахлест. Кромкам без скосов отдают предпочтение мастера, используя этот тип. Вид сварного соединения, торцевой, применяется редко. Но всё же его выделяют в отдельную группу. Таким способом соединяют торцевые стороны деталей. Помните, что для каждого стыка может применяться различный вид шва. Для удобства работы с таблицей, в которой прописаны все типы сварных соединений, ГОСТ ввёл их буквенное обозначение. Каждому сварщику стоит ознакомиться с их основными характеристиками.
Существует несколько вариантов классификаций:
- По расположению относительно поверхности – односторонние и двухсторонние.
- По назначению – рабочие (эксплуатация сварных поверхностей под нагрузкой), нерабочие (без неё).
- По протяжённости – короткие (до 250 мм), средние (до 1 м), длинные (свыше метра).
- По конфигурации – прямолинейные, криволинейные.
- По ширине – ниточные (ширина равна диаметру электродов или она является существенно меньшей), уширенные (получаются при колебательных движениях электродов).
Типы сварных швов и соединений имеют ещё несколько классификаций, которые следует рассмотреть подробно.
Эта классификация выделяет следующие положения:
- Нижнее. Угол работ относительно горизонта – от 0 до 60°.
- Вертикальное. Угол относительно земли – от 60 до 120°.
- Потолочное. Угол работы лежит в диапазоне от 120 до 180°.
Положение в пространстве может влиять и на качество шва, и на выбор вида стыкования.
Выделяют следующие типы сварных швов и соединений при такой классификации: непрерывные (не имеют промежутков по всей своей длине) прерывистые (выполняются с прерываниями). Второй вариант характерен больше для угловых и тавровых стыков.  Прерывистые, в свою очередь, могут быть:
Прерывистые, в свою очередь, могут быть:
- Цепными, когда с обеих сторон делаются одинаковые прерывистые цепочки швов.
- Шахматными, когда швы с одной и другой стороны наносятся со сдвигом относительно друг друга.
- Точечными. Выполняются точками в шахматном порядке с двух сторон.
Непрерывные швы выдерживают большую нагрузку. Они меньше подвержены коррозии, поэтому для рабочих поверхностей чаще применяют именно их.
Эта классификация выделяет следующие виды швов:
- Стыковой.
- Угловой. Применяется в тавровых, стыковочных, угловых соединениях.
- Проплавной. Характерен для тавровых и нахлесточных стыков. При этом толщина поверхностей должна быть не более 10 мм.
- Электрозаклепочные. Также применяются для тавровых и нахлесточных соединений. Сначала сверлится первая поверхность. Через неё сваркой прихватывают вторую. Если же толщина первой поверхности не более 3 мм, её не сверлят. Такие листы пробиваются сваркой. Конструкции получаются прочными, но неплотными.
- Торцевые. Применяются для сцепления боковых поверхностей частей (торцов).
Как видим, типы сварных швов и соединений взаимосвязаны по такой классификации. Они имеют даже ряд одинаковых названий.
Если любое стыковое соединение разрезать, то можно точно определить вид шва по этой классификации:
- Выпуклый. Применяется для изделий, испытывающих статическую нагрузку. Считается усиленным. При выполнении такого шва используется большое количество электродов.
- Вогнутый. Характерен для конструкций с динамической и знаковопеременной нагрузкой. Считается ослабленным.
- Нормальный. Рекомендуется применение, как и для вогнутого.
Тавровые и угловые типы сварных соединений подразумевают ещё одну разновидность шва – специального. Если рассмотреть его в разрезе, то будет видно, что один из катетов будет больше, т. е. получается неравнобедренный треугольник. Используется для изделий с переменной нагрузкой. Снижает напряжение.
Эта классификация связана с технологией сварки. Итак, швы бывают:
- Продольные. Усилие направляется вдоль оси шва.
- Поперечные. Направление усилия поперёк.
- Комбинированные. Иногда конструкции требуют сочетание нескольких видов усилий. Например, и поперечных, и продольных.
- Косые. Усилие прилагается под углом.
Выделяют всего два вида швов в разрезе этой классификации: однослойные и многослойные. Кроме того, они бывают однопроходными и многопроходными. Если с первым вариантом всё понятно, то для второго характерно наличие нескольких новых определений:
- Проход. Простыми словами, это разовое прохождение по месту сцепления сваркой.
- Валик. Так именуют часть оплавленного металла, полученного при одном проходе. Кстати, слой шва может состоять из одного или нескольких валиков, выполненных на одном уровне.
- Корень шва. Это наиболее удалённый валик от облицовочного уровня.
Многослойный, многопроходный тип шва сварного соединения применяют для сцепления толстых материалов и уменьшения зоны нагрева. Эта же классификация выделила дополнительные типы сварных швов и соединений. ГОСТ их обозначил как:
- Подварочный. Меньшая часть подготовительного двустороннего шва. Выполняется для того, чтобы предотвратить прожог при выполнении других уровней. Или в последнюю очередь наносится в корень шва.
- Облицовочный. Само название говорит за себя. Выполняется для лицевой части многоуровневого шва. Улучшает внешний вид.
Многорядные швы обычно являются сложными. Они требуют аккуратности и профессионализма.
Типы сварных соединений и виды сварных швов следует выполнять согласно технологии.  Качество работ напрямую связано с дальнейшей эксплуатацией изделий, конструкций. Нельзя допускать при сварке следующие погрешности:
Качество работ напрямую связано с дальнейшей эксплуатацией изделий, конструкций. Нельзя допускать при сварке следующие погрешности:
- Подрез, прожог. Образуется при длительном тепловом воздействии на одну точку.
- Непровар. Недостаточно долгое тепловое воздействие, в результате которого образуется плохо зачищенное основание. Конструкция получается ненадёжной.
- Шлаковые вкрапления. Могут появляться из-за некачественных электродов.
- Поры. Образуются в результате появления брызг раскалённого металла. Следует отрегулировать температуру сварки.
- Трещины. Могут появляться при стыковке разных видов металла. У них может различаться температура плавления.
- Полости. Образование под наплывом пустот. Это чревато при эксплуатации появлением трещин.
- Несплавление. Причины: недостаточная температура для сварки, плохо зачищенная поверхность, непровар.
Всё это может в дальнейшем сказаться на качестве металлоконструкций, изделий.
Выполнение сварочных работ требует контроля качества. Осуществить его можно несколькими способами:
- Визуальный осмотр. Поможет обнаружить видимые погрешности: поры, трещины, шлаковые вкрапления.
- Обмер. С помощью измерительных приборов контролируется длина и ширина шва. Проверяется соответствие с техническим заданием и ГОСТом.
- Испытание на герметичность. Требуется при некоторых видах конструкций. Проверяется оно с помощью специальной опрессовки.
- Контрольно-измерительными приборами. Новые технологии нашли своё применение и в этой сфере.
- Лабораторные исследования. Проверяется физическими и химическими реакциями.
Конечно же, качество работ зависит от опыта и квалификации самого сварщика.  Он легко определит возможность выполнения того или иного вида работ, совместимость материала, подберёт нужное соединение и шов и выполнит работы на должном уровне. Хороший сварщик всегда был и будет в цене. Но этому учатся и теоретически, и практически. У некоторых уходят на это годы.
Он легко определит возможность выполнения того или иного вида работ, совместимость материала, подберёт нужное соединение и шов и выполнит работы на должном уровне. Хороший сварщик всегда был и будет в цене. Но этому учатся и теоретически, и практически. У некоторых уходят на это годы.
Как уже оговаривалось ранее, сварка – сложный технологический процесс, требующий профессиональных навыков и знаний. Также не следует забывать и о средствах индивидуальной защиты. Они помогут избежать ожога роговицы глаза, пагубного для кожи термического воздействия. Если требуется применить сварку для сложных конструкций, лучше довериться профессионалу.  А всё потому, что от качества проведённых работ в дальнейшем будет зависеть надёжность самой конструкции. Для приобретения опыта лучше начинать с несложных изделий. При этом следует точно соблюдать технологию сварочных работ и технику безопасности. Следует понимать, что и подготовка кромки играет немаловажную роль. Поэтому следует тщательно зачищать поверхность перед началом работ. Также по их окончании следует очищать шов от шлака. Иногда он получается неровным. Это нельзя увидеть за слоем шлака, что остался от электрода. Итак, мы выяснили основные типы сварных швов и соединений.
А всё потому, что от качества проведённых работ в дальнейшем будет зависеть надёжность самой конструкции. Для приобретения опыта лучше начинать с несложных изделий. При этом следует точно соблюдать технологию сварочных работ и технику безопасности. Следует понимать, что и подготовка кромки играет немаловажную роль. Поэтому следует тщательно зачищать поверхность перед началом работ. Также по их окончании следует очищать шов от шлака. Иногда он получается неровным. Это нельзя увидеть за слоем шлака, что остался от электрода. Итак, мы выяснили основные типы сварных швов и соединений.
Источник: http://businessman.ru/new-osnovnye-tipy-svarnyx-soedinenij.html
 Одним из способов соединения частей материала является сварка. Метод нашел очень широкое применение в разных областях. С помощью этого относительно дешевого и вместе с тем надежного метода получают неразъемные соединения. С учетом разновидностей металлов, у каждого из которых свои особенности сваривания, различий условий проведения работ и требования к соединению, выделяют разнообразные виды сварных швов и соединений.
Одним из способов соединения частей материала является сварка. Метод нашел очень широкое применение в разных областях. С помощью этого относительно дешевого и вместе с тем надежного метода получают неразъемные соединения. С учетом разновидностей металлов, у каждого из которых свои особенности сваривания, различий условий проведения работ и требования к соединению, выделяют разнообразные виды сварных швов и соединений.
Зона сплавления с частично оплавленными зернами — 0,1−0,4 мм главного металла. Когда металл в этой зоне прогреется, его структура становится игольчатой с высокой хрупкостью и низкой прочностью.
Зона термического делится на четыре участка:
 I — относится к основному металлу, нагревшемуся до температуры превышающей 1100 °C. Структура этого участка крупнозернистая, а зерна в этой области приблизительно в 12 раз больше, чем стандартные. Вследствие перегрева уменьшается, вязкость, пластичность и другие механические свойства металла, и в слабейшем участке сварки часто происходит разрыв.
I — относится к основному металлу, нагревшемуся до температуры превышающей 1100 °C. Структура этого участка крупнозернистая, а зерна в этой области приблизительно в 12 раз больше, чем стандартные. Вследствие перегрева уменьшается, вязкость, пластичность и другие механические свойства металла, и в слабейшем участке сварки часто происходит разрыв.- II — участком является зона нормализации, в которой главный металл прогревается на 900 °C. Структура зерна тут гораздо мельче, чем в предыдущем случае. Занимает этот участок 1−4 мм.
- III — зона неполной кристаллизации, в которой главный металл прогревается до 750− 900 °C. Здесь попадаются и мелкие, и крупные зерна. Механические свойства снижаются вследствие неравномерности распределения кристаллов.
- IV — зона рекристаллизации. Прогревается до 450− 750 °C и восстанавливается форма зерен, деформированных из-за прошлых механических воздействий. Примерная ширина — 5−7 мм.
Зона главного металла начинается от участка, прогревающегося менее чем на 450 °C. Структура здесь сходна со структурой основного металла, но сталь теряет крепость за счет прогревания. По границе выделяются оксиды и нитриды, ослабляющие связь зерен. Металл в этом месте становится более прочным, однако, получает меньшую пластичность и ударную вязкость.
Виды швов в зависимости от признаков делятся на несколько категорий. По внешнему виду выделяются:
По типу сварные швы бывают одно- и двусторонними. По числу проходов — одно- и многопроходными. По числу слоев: односторонние и многослойные (при сваривании толстых металлов).
Есть также разновидности по протяженности:
- Односторонние непрерывные.
- Односторонние прерывистые.
- Двусторонние цепные.
- Двусторонние шахматные.
- Точечные швы (создаваемые контактной сваркой).
Типы швов по вектору усилия воздействия:
- Поперечный — усилие перпендикулярно шву.
- Продольный — усилие параллельно шву.
- Косой — усилие под углом.
- Комбинированный — признаки и поперечного и продольного шва.
По пространственному положению:
 полупотолочный;
полупотолочный;- горизонтальный;
- нижний;
- вертикальный;
- полугоризонтальный;
- полувертикальный;
- потолочный;
- в лодочку.
По функциям швы делятся на следующие:
- Ниточные швы, чья ширина практически не превышает величину диаметра электрода.
- Уширенные швы делаются поперечными колебательными движениями стержня.
 Стыковое. Самый распространенный вариант, представляющий обыкновенное соединение торцевых поверхностей или листов. Для их формирования требуется минимум времени и металла. Могут выполняться без скоса кромок, если листы тонкие. Для изделий толстых нужно подготавливать металла под сварку, где нужно будет скашивать кромки, чтобы увеличить глубину проварки. Актуально это при толщине от 8 мм. Если толщина будет больше 12 мм, понадобится двустороннее стыковое соединение и скашивание кромок. Чаще эти соединения выполняются в горизонтальном положении.
Стыковое. Самый распространенный вариант, представляющий обыкновенное соединение торцевых поверхностей или листов. Для их формирования требуется минимум времени и металла. Могут выполняться без скоса кромок, если листы тонкие. Для изделий толстых нужно подготавливать металла под сварку, где нужно будет скашивать кромки, чтобы увеличить глубину проварки. Актуально это при толщине от 8 мм. Если толщина будет больше 12 мм, понадобится двустороннее стыковое соединение и скашивание кромок. Чаще эти соединения выполняются в горизонтальном положении.
Тавровое. Тавровые соединения имеют Т-образную форму и бывают одно- или двусторонними. С их помощью могут соединяться изделия разной толщины. Если меньшая деталь устанавливается перпендикулярно, в процессе сварки электрод наклоняется до 60°. Для осуществления более простого варианта сварки «в лодочку» пользуются прихватками. Благодаря этому уменьшается вероятность образования подрезов. Обычно шов накладывается за проход. Сегодня выпускается много аппаратов для автоматической тавровой сварки.
Угловое. У этих соединений (под разными углами) нередко подкашиваются кромки, чтоб шов залег на требуемую глубину. Двусторонняя проварка делает соединение крепче.
Внахлест. Данным способом сваривают листы толщиной менее 1 см. Они кладутся друг на друга внахлест и провариваются с двух сторон. Между ними не должно быть влаги. Для лучшего скрепления соединение иногда варится с торца.
 S — толщина заготовки.
S — толщина заготовки.
H — глубина залегания проваренного участка.
P — расчетная высота, соответствующая перпендикулярной линии из места проплавления к гипотенузе наибольшего прямого треугольника, вписанного во внешнюю часть.
A — толщина углового шва, куда входит величина выпуклости и расчетной высоты.
K — катет представляет собой расстояние от поверхности одной заготовки до границы угла другой.
Q — выпуклость наплавленного участка.
 Виды швов и сварных соединений отличаются по свойствам, и для каждого случая подбираются параметры удачного сочетания. Первым делом оценивается пространственное положение. Чем легче идет работа, тем лучшим получается качество. Легче сделать горизонтальные швы, поэтому заготовки стараются выставить именно горизонтально. Иногда, для обеспечения качества деталь приходится переворачивать неоднократно.
Виды швов и сварных соединений отличаются по свойствам, и для каждого случая подбираются параметры удачного сочетания. Первым делом оценивается пространственное положение. Чем легче идет работа, тем лучшим получается качество. Легче сделать горизонтальные швы, поэтому заготовки стараются выставить именно горизонтально. Иногда, для обеспечения качества деталь приходится переворачивать неоднократно.
Сваривание за проход помогает добиться лучшей крепости, чем в случае многократных проходов. Так что, требуется баланс между удобством и числом проходов.
Когда заготовки толстые, кромки разделываются, а поверхность обрабатывается для добавления ей чистоту. Стыковые варианты наиболее простые, предпочтительнее выбирать их, так как проще обеспечивается фиксация во избежание искажений геометрии готовых деталей. Кроме выбора типа внимание обращают также на температурный режим, потому что могут сместиться зоны проварки и изделие не доварится или переплавится.
Источник: http://tokar.guru/svarka/svarnye-shvy-klassifikaciya-tipy-svarochnyh-soedineniy.html
Чтобы научиться хорошо варить, недостаточно освоить удержание электрической дуги. Необходимо разобраться в том, какие бывают сварные соединения и швы. Проблемой начинающих сварщиков являются не проваренные места и слабое сопротивление на излом готовых деталей. Причина кроется в неверном выборе типа сварного соединения, а также ошибочной технике его выполнения. На чертежах всегда указывается все необходимое, что нужно знать сварщику для качественного результата. Но недостаточное знание обозначений сварных соединений тоже может привести к браку в работе. Поэтому хорошо изучить другие статьи про условные знаки очень важно. В этой же статье подробно рассмотрены виды сварочных швов и всевозможные нюансы по различиям и техникам их выполнения.
В зависимости от толщины металла, требуемой герметичности, и геометрической форме соединяемых частей, используются разные виды сварных швов. Они разделяются на:
У каждого есть свое предназначение, хорошо подходящее под конкретные потребности готовой продукции. Разнится и техника выполнения сварного соединения.
Самым часто встречающимся видом сварного соединения является стык. Это применимо при сваривании торцов труб, листов стали, либо других геометрических фигур, присоединяемых друг к другу сторонами. Основные виды сварных соединений и швов включают в себя множество разновидностей присоединения деталей встык, отличающихся по стороне накладывания шва и толщине изделия. Их выделяют в следующие подвиды:
- одностороннее обычное;
- одностороннее с обработкой краев под 45º и V-образной формой;
- одностороннее с обработкой одной кромки под 45º шлифовальной машиной, либо выбором фрезой полукруга, равного по количеству снятого металла от косого среза;
- одностороннее со снятие кромки фрезой на обеих присоединяемых деталях (U-образная разделка);
- двухстороннее, подразумевающее обрез кромок под 45º с каждой стороны (Х-образная разделка).
В описании к работам они могут обозначаться «С1», или иметь другое число после буквы, в зависимости от техники выполнения. Обычный односторонний шов применяется при скреплении двух пластин, не более 4 мм толщиной. Если детали имеют до 8 мм толщины металла, то шов накладывается с обеих сторон, что является двухсторонним типом сварного соединения. Чтобы повысить коэффициент сопротивления на излом, добиваются большей глубины заполнения расплавленным металлом, для чего между двумя частями выставляют зазор до 2 мм.
При работе с изделиями, толщина которых превышает 5 мм, и требуется наложить шов только с одной стороны, но ожидается высокая прочность, необходима разделка кромок. Ее осуществляют «болгаркой», или напильником. Достаточно скоса в 45º. Чтобы расплавленный метал не прожег нижнюю сторону и не сделал наплыв с обратной части соединяемых поверхностей, скос кромки выполняют не до конца, оставляя небольшое притупление в 2-3 мм. Схожую разделку можно выполнить на фрезерном станке, что занимает больше времени и ресурсов. Это применяется только на очень ответственных проектах.
Когда толщина металла превышает 12 мм, рекомендуется двухсторонняя разделка. Х-образный способ обработки помогает сэкономить на количестве заполняемого металла, что ведет к возрастанию скорости сварки и эффективности всего процесса.

Основные типы сварных соединений включают несколько вариантов углового шва:
- односторонний, без разделки;
- односторонний с предварительной разделкой;
- двухсторонний, обычный;
- двухсторонний с разделкой.
Угловой шов позволяет прикрепить два листа между собой под углом в 90º или любым другим. При этом один шов будет внутренним (между двумя пластинами), а второй, наружным (на конце сведенных пластин). Сваривание таким типом широко применяется в изготовлении:
- каркасов беседок;
- козырьков;
- навесов;
- кузовов грузовых машин.
Подобное сварное соединение обозначается «У1», или другими сопутствующими цифрами, в зависимости от нюансов шва. Если две пластины имеют разную толщину, то более толстую рекомендуется располагать внизу, а тонкую ставить «ребром» на нее. Электрод или горелку направляют преимущественно на толстую часть. Это позволит качественно сварить детали, без образования подрезов и прожогов.
Оптимальным способом выполнения углового сварного соединения является положение «в лодочку», где две поверхности, после прихваток, располагаются так, что это напоминает равные сходы корпуса плавающего судна. В таком случае расплавленный метал равномерно ложится на обе стороны, сводя к минимуму появление дефектов.
При прохождении шва с обратной стороны необходимо уменьшать силу тока, чтобы не оплавлять угол. Благодаря этому не появится сильного закругления на наружной стороне подобных сварных соединений.
Две пластины можно сварить между собой не встык, а слегка натянув одну на поверхность другой. Такие сварные швы применяют там, где нужна большая сопротивляемость на разрыв. Класть шов необходимо с каждой стороны соприкасаемых поверхностей. Это не только повышает прочность, но и предотвращает скопление влаги внутри изделия.
На чертежах такой шов будет иметь знак «Н1». Их бывает всего два вида. Создание этого сварного соединения не требует колебательных движений. Электрод направляется на нижнюю поверхность.
Оно аналогично угловому, но приставляемая «ребром» пластина выставляется не с краю нижнего основания, а на некотором расстоянии. Их применяют в монтаже оснований различных металлических конструкций. Если толщина стали превышает 4 мм, то рекомендуется двухсторонний шов. Когда габариты изделия позволяют перевернуть его и установить «в лодочку», то это стоит сделать на ответственных узлах. Остальные швы можно выполнить в обычном положении, применяя рекомендации по угловому соединению.
Последующая классификация швов и соединений осуществляется по месту наложения в пространстве. Их делят на:
- Нижнее. Часто встречается на заводах и крупных производствах. Обеспечивает равномерное распределение расплавленного металла, с минимальным количеством потеков и наплывов. Чтобы сваривать большие изделия в нижнем положении применяются вращающиеся кондукторы. Электрод или горелка всегда направлен сверху вниз. Так можно выполнять все виды стыков по способу соприкосновения друг с другом (углом, внахлестку, и т. д.).
- Вертикальное. Отличается повышенной сложностью и требует определенных навыков. Применяется при сварке труб (прохождении швов по бокам) или скреплении больших конструкций, за невозможностью перевернуть их для нижнего положения. Требует большего времени для наложения шва, меньшей силы тока, и прерывистой дуги, для предотвращения потеков. Электрод направляется снизу вверх. Так же ведется и сварка.
- Горизонтальное. Используется при соединении вертикальных труб или листов металла. Чревато потеками при медленном ведении шва, или не проваренными местами при быстром проходе. Для удобства стороны выставляются со смещением в 1 мм, чтобы образовалась «ступенька» для задержки накладываемого металла. После наложения шва разницу в выступлении поверхностей на 1 мм не видно.
- Потолочное. Самое трудное для сварщиков, но доступное после того, как специалист освоит вертикальный метод. Шов наносится прерывистой дугой, на меньшей силе тока. Используется при сварке труб, когда возможность провернуть изделие отсутствует. Активно применяется на строительных площадках в монтаже потолочных швеллеров и балок.
Типы сварочных соединений различаются и по образу самого шва. Он может быть:
- Ровный — достигается при оптимальных настройках аппарата и удобном пространственном положении.
- Выпуклый — возможен из-за малой силы тока и прохождению в несколько слоев. Часто требует последующей механической обработки.
- Вогнутый — достигается повышенной силой тока. Отличается хорошей проплавкой и не требует шлифовки.
- Сплошной — ведется непрерывно и имеет «замок», предотвращающий появление свищей.
- Прерывистый — применяется на изделиях из тонких листов и со слабой нагрузкой.
Все виды швов могут выполняться за один проход или несколько. Это определяется толщиной свариваемых деталей и требуемой прочностью. Первый шов называют корневым. Он отличается узкими границами и делается на меньшей силе тока. Последующие швы — многопроходными. Они позволяют заполнить пространство между краями пластин. Выполняются на больших токах и с заходом на основной металл.
Зная основные типы соединений и их принципиальные отличия, можно грамотно подобрать необходимый вид шва, который будет удовлетворять ключевым требованиям по герметичности и прочности в каждом конкретном случае.
Источник: http://svarkalegko.com/tehonology/vidy-svarnyh-soedinenij.html
Участок металлической структуры, в которой объединяются разные детали при эксплуатации сварки, называется сварочным соединением. Сварные швы могут быть различными по прочности. Сварочное соединение может включать в себя один сварной шов. Это место термического воздействия на точку соединения металлов. В результате такого воздействия металл расплавляется, а при остывании кристаллизуется. Во многом на качество шва влияет характеристика металла в точке термического воздействия.
Швы стыковые используются в стыковых соединениях. Выполняются они неотрывными. Отличием являются действия по подготовке плоскости в торце сечения и элементов, подготавливаемых к контакту. Благодаря этому открывается полный доступ к месту сварки и обеспечивается максимально эффективное проваривание плоскостей на всю толщину.
Среди стыковых швов можно различить разные виды:
Схема заполнения стыковых швов.
- Односторонние и двухсторонние без распилки краев.
- С односторонней или двухсторонней распилкой одного из краев.
- С односторонней распилкой обоих краев.
- Распилкой V или X-вида.
- Двухсторонней распилкой обоих краев.
Угловой тип соединений применяют, когда нужна сварка угловых швов. В изготовлении таких соединений используются угловые швы. Разделить их можно по беспрерывности и по зазору.
Дополнить вышеуказанные виды можно еще разновидностью, относящейся и к стыковым, и к угловым. Таковыми служат пробочные и прорезные разновидности. Прорезной тип используется, когда нужно верхний пласт, а возможно, и нижележащие, проплавить до основного элемента. В контакте утолщенных пластов прорезные швы и соединения выполняются по изготовленным жерлам. В таком виде они будут называться «пробочными» или в случае дуговой сварки «электрозаклепкой».
Различия сварки и виды сварочных швов по пребыванию в пространстве:
- сварка горизонтальных швов;
- сварка потолочных швов;
- нижние швы.
Применяется при сварочных работах, находящихся снизу на ровной плоскости. Они технически простейшие по исполнению. Высокая прочность стыков объясняется удобными условиями, в которых растопленный металл под своим весом устремляется в сварную ванну, которая расположена горизонтально. Эта работа самая легкая в исполнении и за ней легко уследить. В нахлесточных структурах угольные в нижней позиции выполняются непрерывными, без производства поперечных колебаний.

Сварка горизонтальных и потолочных швов.
Горизонтальные сварные швы. Ход сваривания горизонтальных точек связан с некоторыми трудностями. В ходе сваривания поперечным швом на вертикальной поверхности расплавленный металл может стекать на нижний край. Как следствие на верхнем краю может появиться подрез. Использование этого способа в сваривании угольных точек, производимых в горизонтальном расположении, довольно простое и не вызывает каких-либо затруднений. Сама работа похожа на сварочные работы в нижнем расположении и зависит от требуемого шва.
Вертикальные сварочные швы. В сварке вертикально стоящих деталей расположенный снизу металл призван удерживать плавящийся металл сверху, но при этом он получается грубым и в виде чешуи. Значительно сложнее получить качественное соединение при работе, направленной вниз. Сварка вертикальных швов в стоячей плоскости возможна лишь в ориентации снизу вверх и наоборот.
Потолочные швы. Сложнейший по исполнению вид сварных работ. В процессе работы затруднено выделение газов и шлаков, а также сложно расплав удерживать от стекания и добиваться прочности точки. Но несмотря на соблюдение всех техник потолочной сварки, швы все равно уступают по надежности сварочным швам, исполненным в остальных позициях.
Классификация особенностей сварных соединений по очертанию:
Схема сварки вертикальных швов.
Для выполнения продольного типа сварочных работ требуется провести доскональную подготовку металла в точке предполагаемой сварки. Поверхности деталей должны быть очищены от заусениц, кромок и неровностей. В работе продольной сварки шов возможен только при полной очистке и обезжиривании требуемых поверхностей.
Кольцевые сварные швы. Сварные работы по окружностям требуют большой аккуратности и точности, тут же необходима калибровка сварочных токов, особенно при работе с малыми диаметрами.
Сварка кольцевых швов различается по очертанию. Они бывают:
Основными геометрическими параметрами являются: ширина, изогнутость, выпуклость и корень стыка.
Шириной называется зазор между обозримо различными гранями сплавления металлов. Изогнутость — это зазор промеж площади, протекающей по обозримым граням точки сварки и определенного металла в точке предельной вогнутости.
Для измерения выпуклости определяется зазор относительно уровней, протекающий по обозримым граням шва и основного металла в точке предельной выпуклости. Корень — это предельно отдаленная от профильного уровня грань, которая фактически является его обратной стороной.
Можно разделить такие швы по размерным нормам:
Схема выполнения угловых швов.
В угловом сварном шве для угловой сварки длина от уровня первой свариваемой детали до края шва на следующей детали и есть катет угольного шва. Катет относится к важным характеристикам, которые необходимо соблюдать в ходе сварных работ. При простых угольных соединениях с единым размером катет шва задается размером его краев. В сваривании тавровых конструкций катет имеет фиксированную величину, при этом используют единую размерность материалов. А при применении в сварных работах тавровых конструкций разной размерности он приравнивается к толщине более тонкого металла. Катет должен иметь правильные размеры для достижения максимальной крепости соединения, если пользоваться слишком большим катетом, то возможны сварные дефекты.
Начинающим можно упростить работу с деталями, расположив их для сварки «в лодочку». При сварке «в лодочку» сокращается вероятность появления подрезов, и замок получится прочнее.
Толщина угольного шва — это предельное удаление от его уровня до контакта предельного проплавления основного металла.
Что нужно помнить при сварке угловых соединений? Для угловых швов благоприятной считается вогнутая форма уровня с плавным переходом к основе. Это связано с проблематичностью проварки в угольных швах корня на всю толщину. В большинстве вариантов катет и толщину замеряют определенными лекалами.
Чтобы получить максимально прочное соединение, нужно ссылаться на множество факторов. Их учитывают при определении типа соединения в зависимости от необходимых характеристик свариваемых изделий.
К главным нормам электросварки следует отнести:
- величину, плотность, полярность и род сварного напряжения;
- напряжение тока электродуги;
- темп сваривания;
- сечение торца проволоки.
Вспомогательными условиями являются:
- содержание и количество электродного нанесения;
- выход электрода, сварной проволоки;
- направленность электрода в ходе сваривания;
- количество и содержание используемого флюса.
Форма, величина и компонентное содержание шва во многом отличается, в зависимости от того, соблюдены ли требуемые условия; но не менее значимой является и правильность выполнения сварных работ.
С увеличением сварного тока растет углубленность провара без смены размера шва. Но в момент усиления дуги его ширина сильно увеличивается и уменьшается углубленность провара. Еще на ширину шва влияет вид инструмента, который используют при производстве таких работ. На «постоянке» ширина шва будет шире, чем при сваривании на «переменке».
Также его ширина может меняться в зависимости от скорости соединения. Чем быстрее процесс, тем меньше и глубже стяжка. При сокращении размера сечения проволоки усиливается кучность тока в проводе, это приводит к углублению провара и выпуклости шва, при этом он уменьшается. Используя проволоки меньшего размера сечения, можно добиться более углубленного провара при тех же значениях силы тока. Главное, все сварочные работы проводить правильно, не нарушая технологии их выполнения и соблюдая правила техники безопасности.
Источник: http://expertsvarki.ru/tehnologii/svarnye-shvy.html
Сварное соединение – это участок конструкции, отдельные элементы которой соединены при помощи сварки. Оно состоит из одного или нескольких сварных швов, прилегающих к ним зон основного металла, называемых зонами термического влияния, а также примыкающих участков основного металла, не претерпевшего структурных изменений в результате сварки.
Сварным швом называют закристаллизовавшийся металл, который во время сварки находился в расплавленном виде. Швы определяют геометрическую форму, прочность и сплошность металла в зоне сварки. На свойства сварного соединения влияют характеристики металла сварного шва, зон термического влияния и примыкающих к ним участков основного металла.
По типу соединения сварные швы подразделяют на следующие группы:
- Стыковые швы используют для получения стыковых соединений. Выполняют их, как правило, непрерывными. Отличительным признаком стыковых швов является форма разделки кромок свариваемых деталей в поперечном сечении. Разделка кромок позволяет подготовить место осуществления сварки, обеспечивая эффективный доступ дуги и полное проплавление кромок на всю толщину. Различают следующие виды швов – одно- и двухсторонние без разделки кромок, с одно- или двухсторонней разделкой одной из кромок, с односторонней разделкой обеих кромок, с разделкой «V» или «X»-образной формы, с двухсторонней разделкой обеих кромок. Разделку образуют либо прямыми линиями, либо применяют U-образную разделку.
- Угловые швы используют для получения тавровых, крестовых, угловых, нахлёсточных соединений. Различают их по форме подготовки кромок и по сплошности шва по длине. По форме поперечного сечения угловые сварные швы разделяют на следующие виды – без разделки кромок, с одно- или двухсторонней разделкой кромок. По протяжённости угловые швы выполняют непрерывными, прерывистыми, с шахматным или цепным расположением швов.
- Разновидностями выше названных типов сварных швов являются пробочные и прорезные, выполняемые в нахлёсточных соединениях, редко – в тавровых. Прорезной образуется при полном проплавлении верхнего листа, а иногда и последующих, и при частичном проплавлении нижнего элемента (листа или детали). Пробочный (или точечный), при дуговой сварке его называют электрозаклёпкой, является частным случаем прорезного шва. При приварке толстых листов прорезные швы могут выполняться по заранее подготовленным отверстиям (для пробочной сварки) или прорезям (для непрерывных швов).
По расположению в пространстве бывают: нижними, горизонтальными, вертикальными и потолочными.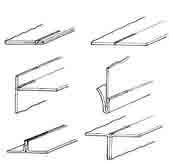
- Сварка в нижнем положении осуществляется на расположенной внизу горизонтальной поверхности. Это наиболее технологически простой по своему выполнению способ. Благоприятные условия для получения высококачественных швов объясняются тем, что расплавленный металл попадает в сварочную ванну в направлении силы тяжести, а сама ванна располагается в горизонтальном положении. Кроме того, это положение наиболее удобно для рабочего и для выполнения процесса, и для наблюдения за ним. Угловые швы в нахлёсточных соединениях, имеющие катет до 10 мм, в нижнем положении выполняют в один слой электродами диаметром менее 5 мм без совершения поперечных колебаний. Угловые швы в тавровых соединениях, катет которых превышает 10 мм, выполняют одним слоем поперечными движениями треугольником, задерживаясь в корне шва.
- Сварка горизонтальных швов осуществляется горизонтально на вертикальной плоскости. Этот процесс представляет некоторую сложность из-за стекания металла на нижнюю кромку. В результате этого по верхней кромке может образоваться подрез. Сварка угловых швов в нахлёсточных соединениях, произведенная в горизонтальном положении, не представляет затруднений. По технике выполнения она напоминает сварку в нижнем положении и зависит от того, какой катет шва необходимо получить.
- Сварка вертикальных швов производится на вертикальной поверхности способами «снизу вверх» или «сверху вниз». При сварке на подъём расположенный снизу металл удерживает металл, стекающий сверху. Но вид шва при этом – грубо чешуйчатый. При сварке на спуск получение качественного провара значительно затруднено.
- Сварка потолочных швов предусматривает осуществление соединения элементов на потолке и является наиболее сложной в исполнении. При сварке потолочных швов затруднено выделение газов и шлаков из металла сварочной ванны. Свойства сварного шва в этом случае ниже аналогичных характеристик, выполненных в других пространственных положениях.
к меню ↑
По конфигурации различают следующие виды сварных швов: продольные – прямолинейные и криволинейные, кольцевые.
- Сварка продольных швов на заготовках значительной протяжённости требует тщательной подготовки металла, предназначенного для сварки. Поверхность заготовок не должна быть волнистой, заусенцы кромок необходимо зачистить. Сварка продольных швов осуществляется при обязательной зачистке кромок от ржавчины, грязи и других загрязнений, а также удалении влаги с их поверхности.
- Сварка кольцевых швов, особенно при малых диаметрах изделия, требует корректировки сварочного режима, применяемого для продольных швов металла такой же толщины. В случаях малых диаметров качественное формирование шва достигается снижением сварочного тока.
По форме наружной поверхности сварные швы бывают выпуклыми, вогнутыми и плоскими. Плоские и вогнутые швы хорошо работают при динамических нагрузках благодаря отсутствию ощутимого перехода от шва к основному металлу.
По условиям работы сварные швы разделяют на рабочие, непосредственно воспринимающие нагрузки, и соединительные, предназначенные для скрепления частей детали или конструкции.
К общим геометрическим параметрам, характеризующим сварные швы, относят: ширину, вогнутость, выпуклость, корень шва.
- Шириной называют расстояние между визуально различимыми линиями сплавления шва.
- Вогнутость измеряется расстоянием между плоскостью, проходящей по видимым линиям границ шва и основного металла, и поверхностью, расположенной в месте максимальной вогнутости. Вогнутый корень стыковых швов считается дефектом обратной стороны, им могут обладать односторонние швы.
- Выпуклость шва определяется расстоянием межу плоскостью, которая проходит по видимым линиям границ основного металла и шва, и поверхностью шва в месте максимальной выпуклости.
- Корень – это часть шва, максимально удалённая от лицевой поверхности, которая по существу является его обратной стороной.
Угловые швы характеризуют следующие размерные параметры: катет, толщина, расчётная высота.
- Катет угловых швов – кратчайшее расстояние от поверхности первого свариваемого элемента до границы сварного шва на поверхности второго элемента. Катет является параметром режима, который необходимо соблюдать во время сварки. В угловых соединениях для сварки изделий одинаковой толщины катет шва может быть задан толщиной кромок. Для угловых и тавровых соединений катет принимают равным толщине материалов, а при тавровом соединении изделий разной толщины его приравнивают к толщине более тонкого элемента. Катет должен иметь достаточные размеры для обеспечения прочности соединения, но слишком большая его величина может вызвать сварочные деформации.
- Толщиной углового шва называют максимальное расстояние от его поверхности до точки наибольшего проплавления основного металла.
- Величину расчётной высоты используют для оценки прочности сварного соединения.
Для угловых швов вогнутая форма поверхности с плавным переходом к основному металлу считается благоприятной. Это связано с тем, что в угловых швах тяжело проварить корень на полную толщину, особенно при проведении сварки наклонным электродом.
В процессе контроля качества реальных изделий катет и толщину измеряют с помощью различных шаблонов.
На качественные показатели сварных соединений оказывает влияние множество факторов, которые необходимо учитывать при выборе типа соединения для получения требуемых эксплуатационных характеристик свариваемых деталей и конструкций.
Источник: http://goodsvarka.ru/metalov/vidi-shvov/
Сварка по-прежнему остаётся одним из самых популярных методов получения неразъёмных конструкций из металлов и полимеров. Такая популярность определяет и разнообразие сварных стыков, которые в чём-то схожи между собой, а в чём-то принципиально различны. В данной статье мы рассмотрим все основные виды термических сварочных соединений.
Итак, какие бывают сварные соединения? Виды сварочных соединений следующие:
Наиболее широко применяемая разновидность, которая может быть одно- и двухсторонней, со съёмной и несъёмной подкладкой и вообще без неё. Стыковым сварочным соединением могут быть соединены детали с отбортовкой, с замковой кромкой, а также с разнообразными скосами: дву- и односторонними, симметричными и асимметричными, ломанными и криволинейными.
Как становится уже ясным из самого названия, данное соединение сваривает угловые конструкции. Кроме того, при помощи угловых соединений производит сваривание конструкционных элементов в труднодоступных местах. Данный тип соединения применяется в следующих случаях:
- Скосы (односторонние или двусторонние) имеются у кромок двух соединяемых деталей;
- У кромок соединяемых деталей отсутствуют скосы;
- У одного края имеется отбортовка.
В других случаях угловое соединение применять нельзя, поскольку из-за сложности кромок качество связи резко ухудшается.
Применяется для сварки Т-образных конструкций, а также для деталей, которые соединяются под небольшим углом друг к другу. Данное соединение совместимо со следующими видами кромок:
- Скос отсутствует;
- На кромке могут быть симметричные или асимметричные одно- и двусторонние скосы;
- На кромке имеется криволинейный одно- или двусторонний скос, расположенный в одной плоскости.
Данный тип сварки соединяет между собой концы деталей или конструкционных элементов. Сварочные работы внахлёст производятся только с кромками без скосов.
Достаточно редкий тип соединения, поскольку подразумевает варку одной детали к торцу другой. Поэтому нередко основные типы сварочных соединений не включают торцевое в отдельный пункт, а объединяют его с соединением внахлёст.
Также виды сварных соединений различаются по шву, получаемого в результате сварочных работ. Действующие стандартны подразумевают несколько классификаций:
По своему местоположению сварные швы могут быть:
- Нижними, если их угол относительно горизонтали не превышает 60 градусов;
- Вертикальными, если их угол относительно горизонтали расположен в диапазоне 60-120 градусов;
- Потолочными, если их угол относительно горизонтали расположен в диапазоне 120-180 градусов.
Сварные швы могут быть непрерывными (без разрывов) и прерывистыми (имеются разрывы). Последние более всего характерны для угловых и тавровых соединений.
По характеру разрывов прерывистые швы подразделяются на:
- Цепные – разрывы равномерные словно бы ячейки в цепи;
- Шахматные – разрывы сдвигают небольшие по длине швы друг относительно друга словно бы белые клетки на шахматной доске;
- Точечные – схожи с шахматными швами, только швы выглядят не в виде чёрточек, а в виде единичных точек.
Отметим, что непрерывные швы более надёжны и более устойчивы к коррозийному разрушению, но зачастую их невозможно применять по технологическим причинам.
Сварные соединения отличаются друг от друга ещё и по получаемому шву:
- Стыковой получается при одноименном соединении деталей;
- Угловой образуется не только при сварке деталей углами, но также ещё при тавровом и стыковом сваривании;
- Проплавной получается при тавровой сварке и при стыке внахлёст деталей, чья толщина не превышает 1 см;
- Электрозаклёпочный получается при сварке тавровых стыков и внахлёст. Технология выполнения данных швов следующая. Металлические детали, чья толщина не превышает 3 мм, варят без предварительной обработки, поскольку электрическая дуга пробивает их насквозь. Если толщина свариваемых деталей превышает 3 мм, то одна деталь просверливается и уже через неё сваркой прихватывается вторая;
- Торцевые получаются при сваривании деталей их торцами.
Данная классификация указывает на форму сечения сварного шва в разрезе:
- Выпуклые выступают полукругом над поверхностью соединённых деталей;
- Вогнутые образуют небольшое углубление относительно поверхности соединённых деталей;
- Нормальные составляют одну линию с поверхностью;
- Специальные. Образуются при стыке деталей углом или тавром. В поперечном сечении они выглядят как неравнобедренный треугольник.
Внутреннее сечение определяет эксплуатационные характеристики сварных соединений. Так, например, выпуклое сечение придаёт хорошую устойчивость к статическим нагрузкам, такие швы считаются усиленными. Тогда как вогнутые, наоборот, считаются ослабленными, зато они лучше выдерживают динамические и разнонаправленные нагрузки. Эксплуатационные характеристики нормальных сварных швов схожи с характеристиками вогнутых. Специальные швы отлично справляются с переменными нагрузками. Также они снижают напряжение, возникающее в сваренных деталях в процессе их повседневной эксплуатации.
Здесь сварные швы классифицируются по ходу электрода при проведении сварных работ:
- Продольный образуется при движении электрода вдоль стыка соединяемых деталей;
- Поперечный получается при движении электрода поперёк стыка соединяемых деталей;
- Косой образуется, когда электрод движется под некоторым углом относительно крайних точек его траектории;
- Комбинированный образуется при попеременном использовании трёх выше указанных швов.
Предусмотренные сварные работы выполняются в один или в несколько слоёв (проходов). При одном проходе образуется валик из оплавленного металла. Валики могут выполняться на одном или на разных уровнях. В первом случае один слой будет состоять из нескольких валиков. Самый дальний от облицовочного уровня валик называется корнем шва.
Многослойные и многопроходные сварные соединения используются при варке толстостенных элементов или для избегания термических деформаций в структуре стального сплава.
При нарушении технологии сварочных работ в месте соединения могут возникнуть:
- Прожоги (подрезы) – зоны критического нагрева металла, в которых под воздействием высоких температур начались различные химические реакции (кристаллическая коррозия и др.);
- Непровары – зоны, в которых температура оказалась недостаточной для взаимного проникновения краёв друг в друга и образования единой монолитной структуры;
- Несплавление – соединяемые края не нагрелись до температуры плавления и не сплавились друг с другом;
- Шлаковое засорение – точки концентрация шлаковых веществ, проникших в жидком состоянии из некачественных электродов в сварочную ванну и по застывании образовавших инородные кристаллические вкрапления;
- Поры появляются из-за брызжущего металла вследствие внезапно возникших пиковых температур в сварочной ванне;
- Трещины появляются из-за некачественного соединения двух сортов стали, имеющих разную температуру плавления;
- Микрополости возникают из-за неравномерного нагрева и остывания металла.
Все виды сварных соединений обязательно подвергаются проверке. В зависимости от требований к качеству работы выполняются следующие технологии контроля качества:
- Визуальный осмотр позволяет определить лишь видимые нарушения качества (вкрапления шлака, трещины, прожоги и т.п.);
- Измерения длины и ширины указывают на соответствие полученного результата техническому заданию и ГОСТу;
- Проверка герметичности при помощи опрессовки. Применяется при изготовлении различных ёмкостей;
- Специальные контрольно-измерительные приборы устанавливают характеристики внутренней структуры полученного сварного стыка;
- Лабораторные исследования позволяют определить поведение сваренной конструкции под воздействием различных нагрузок и химических веществ.
Источник: http://electrod.biz/varim/soedinenie/izuchaem-vidyi-svarnyih-soedineniy.html
По конструктивным признакам (по взаимному расположению соединяемых элементов) сварные соединения разделяют на:
- стыковые — свариваемые элементы примыкают торцовыми поверхностями и являются продолжением один другого, область применения таких соединений расширяется;
- нахлесточные — боковые поверхности соединяемых элементов частично перекрывают друг друга;
- тавровые — торец одного элемента примыкает под углом (обычно 90°) и приварен к боковой поверхности другого элемента;
- угловые — соединяемые элементы приваривают по кромкам один к другому. В силовых конструкциях угловые швы почти не применяют и на прочность не рассчитывают.
- торцовые — соединяемые элементы соединяют боковыми поверхностями и сваривают с торца. Этот вид соединений на прочность, как правило, не рассчитывают.
На рисунке 1 приведены примеры перечисленных выше типов сварных швов.
В зависимости от типа сварного шва различают сварные соединения:
- со стыковыми швами (в стыковых и тавровых соединениях) ;
- с угловыми швами (в нахлесточных, тавровых, угловых и торцовых соединениях) .
Исходное условие проектирования сварного соединения — обеспечение равнопрочности сварного шва и соединяемых элементов.
Условие равнопрочности, например, для сварного нахлесточного соединения сводится к тому, что расчет параметров сварного шва следует выполнять по силе [F] , определяемой по прочности элемента с наименьшим поперечным сечением:
где: δ — толщина свариваемой детали; b — ширина свариваемой детали; [σ]р – допускаемое напряжение растяжения.
Сварные швы разделяют на рабочие и связующие. На прочность рассчитывают только рабочие швы, которые непосредственно передают рабочую нагрузку между соединяемыми элементами.
Связующие швы испытывают напряжения только от совместной деформации с основным металлом. Они мало нагружены и на прочность их не рассчитывают.
Стыковым соединением называется сварное соединение двух элементов, примыкающих друг к другу торцевыми поверхностями и размещенных на одной поверхности или в одной плоскости.
Стандартом ГОСТ 5264-80 предусмотрено 32 типа стыковых соединений, условно обозначенных С1, С2, . С28 и т.д., имеющих различную подготовку кромок в зависимости от толщины, расположения свариваемых элементов, технологии сварки и наличия оборудования для обработки кромок.
Стыковые соединения являются наиболее простыми и надежными из всех сварных соединений. Их рекомендуют в конструкциях, подверженных воздействию переменных напряжений.
Встык можно сваривать листы, полосы, трубы, швеллеры, уголки и другие фасонные профили.
Если стыковое соединение образуют два металлических листа, то их сближают до соприкосновения по торцам и сваривают.
Выступ стыкового шва над основным металлом является концентратором напряжений. Поэтому в ответственных соединениях его удаляют механическим способом.
При автоматической сварке в зависимости от толщины δ деталей сварку выполняют односторонним (рис. 1, б, в, г) или двусторонним (рис. 1,а) швами.
При толщинах δ до 15мм сварку выполняют без специальной подготовки кромок. При большей толщине листов предварительно выполняют специальную подготовку кромок.
При ручной сварке без подготовки кромок сваривают листы толщиной до 8мм. Шов накладывают с одной стороны (при δ ≤ 3 мм) или с двух сторон (3 2 /6
Как уже указывалось выше, стыковое соединение может быть выполнено не только из листов или полос, но и из труб, уголков, швеллеров и других фасонных профилей. Во всех случаях сварная конструкция получается близкой к целой.
Нахлесточным соединением называют сварное соединение, в котором сваренные угловыми швами элементы расположены параллельно и частично перекрывают друг друга.
Стандартом предусмотрено два таких соединения: Н1 и Н2, которые отличаются только тем, что в соединении H1 к поверхности элементов привариваются два торца, а в соединении H2 — только один торец.
Иногда применяют разновидности нахлесточного соединения: с накладкой и с точечными швами, соединяющими части элементов конструкции.
Сварное нахлесточное соединение выполняют фланговыми (рис. 2,а) или лобовыми (рис. 3) швами. При этом шов заполняет угол между боковой поверхностью одного элемента и кромкой другого. Такие швы называют угловыми .
Угловые швы выполняют однопроходными и многопроходными, без скоса кромок и со скосом кромок.
Основными характеристиками углового шва являются (рис. 2,б) : k — катет (по аналогии со стороной прямоугольного треугольника), а — рабочая высота (определяет наименьшее сечение в плоскости, проходящей через биссектрису прямого угла, по которому происходит разрушение — срез) .
Обычно для шва при ручной сварке а = 0,7k (высота прямоугольного треугольника с катетами k ) .
Автоматическую сварку характеризует более глубокий провар: а = k . Условия работы такого шва более благоприятные.
Не рекомендуется применять катет менее 3мм.
Фланговым называют шов, располагаемый параллельно, а лобовым – перпендикулярно линии действия внешней силы. Величина нахлестки l должна быть не менее 4δ , где δ – толщина листа.
Вследствие различной жесткости соединяемых элементов касательные напряжения τ (напряжения среза) по длине флангового шва распределены неравномерно (рис. 2,а) . Чем длиннее шов, тем больше неравномерность. Поэтому длину шва ограничивают:
где: k – катет сварного шва, мм, l — длина шва.
В швах длиной менее 30 мм не успевает установиться тепловой режим и получается некачественный шов. А при длинных швах существует высокая неравномерность в распределении напряжений.
Угловой шов при нагружении испытывает сложное напряженное состояние. Однако для простоты такой шов условно рассчитывают на срез под действием средних касательных напряжений τ .
Условие прочности флангового шва (рис. 2) :
τ = F/(a×2l) ≤ [τ]’ (здесь 2 – число швов)
Во избежание возникновения повышенных изгибающих напряжений лобовые швы следует накладывать с двух сторон (рис. 3) .
Как показывает практика, разрушение лобовых швов происходит вследствие их среза по биссектральной плоскости. Поэтому расчет лобовых швов условно ведут по напряжениям среза τ .
Поверхность разрушения определяют размеры а и b :
Применяют также комбинированные швы, состоящие из фланговых и лобовых.
Для простоты считают, что сила F растяжения нагружает швы равномерно:
где: L – периметр комбинированного шва : L = 2l +b
Угловым соединением называется сварное соединение двух элементов, размещенных под углом и сваренных в месте примыкания их краев (см. рис. 1, д, е, ж) .
Стандартом предусмотрено десять типов угловых соединений: от У1 до У10.
Иногда при сварке применяют угловое соединение со стальной подкладкой, которая обеспечивает надежный провар элементов по всему сечению. При толщине металла 8. 100 мм применяют двустороннюю разделку примыкающего элемента под углом примерно 45°.
Расчеты угловых сварных соединений на прочность проводятся редко, поскольку в силовых конструкциях их почти не применяют. Способы расчета такого соединения на прочность аналогичны способам расчетов для таврового соединения и зависит от типа шва.
Подробнее методика таких расчетов изложена ниже.
Тавровым соединением называется такое сварное соединение, в котором торец одного элемента примыкает под углом и присоединен к боковой поверхности другого элемента. Чаще всего тавровое соединение образуют элементы, расположенные во взаимно перпендикулярных плоскостях (рис. 1, з, и, к) .
Такое соединение может быть выполнено швами с глубоким проплавлением, получаемыми при автоматической сварке и при сварке с предварительной подготовкой кромок (стыковым швом), или угловыми швами при ручной сварке.
Стандартом предусмотрено несколько типов таких соединений: с Т1 по T9.
Метод расчета углового и таврового соединения зависит от типа шва.
Швы с глубоким проплавлением прочнее основного металла. При нагружении соединения силой F разрушение происходит по сечению детали в зоне термического влияния. Расчет проводят по нормальным напряжениям растяжения σр :
Учет сварки проявляется в том, что принимают допускаемые напряжения для сварного шва, хотя расчет проводят по основному металлу.
Угловой шов менее прочен, чем основной металл. Поверхность разрушения расположена в биссектральной плоскости шва, как в лобовых и фланговых швах нахлесточных соединений.
Если соединение нагружено сжимающей силой, то часть силы передает основной металл и допускаемые напряжения можно повысить примерно на 60 %.
На рисунке 4 представлены наиболее часто встречающиеся виды брака при сварке изделий, которые могут значительно снизить прочность шва и конструкции в целом.
Из перечисленных сварных соединений наиболее надежными и экономичными являются стыковые соединения , в которых действующие нагрузки и усилия воспринимаются так же, как в целых элементах, не подвергавшихся сварке, т. е. они практически равноценны основному металлу, конечно, при соответствующем качестве сварочных работ. Однако надо иметь в виду, что обработка кромок стыковых соединений и их подгонка под сварку достаточно сложны, кроме того, применение их бывает ограничено особенностями формы конструкций.
Угловые и тавровые соединения также распространены в конструкциях. Их положительные свойства сказываются при изготовлении объемных конструкций.
Нахлесточные соединения наиболее просты в работе, так как не нуждаются в предварительной разделке кромок, и подготовка их к сварке проще, чем стыковых и угловых соединений. Вследствие этого, а также из-за конструктивной формы некоторых сооружений они получили распространение для соединения элементов небольшой толщины, но допускаются для элементов толщиной до 60 мм.
Недостатком нахлесточных соединений является их неэкономичность, вызванная перерасходом основного и наплавленного металла. Кроме того, из-за смещения линии действия усилий при переходе с одной детали на другую и возникновения концентрации напряжений снижается несущая способность таких соединений.
Кроме перечисленных сварных соединений и швов при ручной дуговой сварке применяют соединения под острыми и тупыми углами по ГОСТ 11534-75, но они встречаются значительно реже.
Для сварки в защитном газе, сварки алюминия, меди, других цветных металлов и их сплавов применяют сварные соединения и швы, предусмотренные отдельными стандартами. Например, форма подготовки кромок и швов конструкций трубопроводов предусмотрена ГОСТ 16037-80, в котором определены основные размеры швов для различных видов сварки.
Источник: http://k-a-t.ru/detali_mashin/13-dm_svarka/
|
|
|
||||||
|
|
|
||||||