

Пайка полипропиленовых труб своими руками
Содержание
Сварка полипропиленовых труб обеспечивает самое быстрое и надежное соединение по сравнению с другими видами пластиковых труб. Процесс соединения является одинаковым для любых ПП труб, за исключением армированных, которые имеют свои особенности при монтаже. Простота и доступность этого вида работ позволяет осуществлять ее самостоятельно в домашних условиях при соблюдении правильной технологии сварки и при наличии соответствующих инструментов.
При монтаже труб из полипропилена вы можете использовать один из трех основных типов соединения:
- диффузионная пайка;
- спайка электрофитингами;
- холодная сварка.
Рассмотрим более подробно все три вида соединений ПП труб: их особенности, основные преимущества и недостатки.
Диффузионная сварка при помощи электропаяльника
При данном способе соединения труб используется разнообразная доборная арматура и специальный электронагревательный аппарат (паяльник).
Он поставляется вместе с набором съемных парных насадок, размеры которых соответствуют наружным диаметрам труб и внутренним диаметрам соединительных элементов.
О самом популярном диаметре труб и о других характеристиках изделий из полипропилена читайте здесь.
Пара насадок закрепляется на термонагревательном элементе электропаяльника и с его помощью подогревается до температуры 260°С. В разогретые насадки на несколько секунд вставляются соединительные детали. За счет этого происходит нагревание и частичное расплавление контактируемых с насадками поверхностей полипропиленовых элементов.
После этого труба и доборный элемент быстро извлекаются из насадок и вставляются друг в друга. В результате происходит взаимопроникновение (диффузия) расплавленных поверхностей деталей.
После остывания они образуют полностью монолитное соединение.
Преимущества данного способа:
- легкий процесс пайки;
- низкая стоимость доборных элементов;
- небольшая стоимость электропаяльника.
- неудобство использования электроприбора в труднодоступных местах.
Диффузионная сварка полипропиленовых труб является самой распространенной при самостоятельном монтаже в домашних условиях.
Соединение труб с использованием электрофитингов
Электрофитинги представляют собой различные соединительные элементы особой конструкции, внутри которых имеются встроенные электронагреватели с выходящими наружу контактами.
При монтаже трубы вставляются и неподвижно фиксируются в электрофитинге. К наружным контактам электрофитинга с помощью проводов подключается сварочный аппарат, подающий на него электропитание в заранее установленном автоматическом режиме на определенное время.
В результате работы встроенного электронагревателя происходит частичное расплавление внутренней поверхности электрофитинга и пайка ПП трубы с соединительным элементом.
Преимущества этого способа:
- быстрый и технологически простой процесс сваривания труб.
- высокая стоимость соединительной арматуры и сварочного агрегата.
Пайку труб из полипропилена с электрофитингом используют строительные фирмы при выполнении больших объемов работ. В домашних условиях этот способ практически не применяют.
Холодная сварка
Холодная сварка труб осуществляется при помощи специального клея. Он имеет особый состав, который размягчает наружные поверхности соединяемых элементов.
Для этого места соединений предварительно обезжириваются, затем на них наносится слой клея. После этого детали соединяются между собой, фиксируются в нужном положении и выдерживаются в течение определенного времени.

Поучившиеся соединение труб методом холодной сварки не уступает по прочности диффузионной термической спайке.
- простая технология, не требующая покупки электронагревательного оборудования.
- такой способ соединения полипропиленовых труб можно использовать только для систем холодного водоснабжения.
Для отопления и ГВС его применять не рекомендуется.
Как правильно паять полипропиленовые трубы
Инструменты и материалы
Для работы нужно подготовить:
- специальный электропаяльник с комплектом насадок соответствующего диаметра;
- специальный роликовый резак (трубные ножницы) или пилу;
- напильник или острый нож для удаления заусенцев на торцах труб;
- измерительную рулетку или линейку;
- маркер или мелок для нанесения отметок на соединяемые детали;
- монтажное приспособление для пайки труб диаметром более 40мм.
Кроме самих ПП труб и соединительной арматуры также понадобится х/б ветошь и жидкость для обезжиривания поверхностей греющих насадок (ацетон, спирт и т.п.).
Таблица параметров и времени сварки
Чтобы обеспечить наилучшее качество соединений, нужно соблюдать определенные правила. Значение параметров, указанных в таблице, зависят от диаметра изделий и температуры окружающего воздуха.
Температура пайки труб: 260 градусов.
Смотреть видео: как сваривать ПП трубы
Пошаговая инструкция
Процесс диффузной сварки своими руками осуществляется в следующей последовательности:

Резак для нарезки труб
С помощью рулетки, маркера и специального трубореза или пилы отмеривается и отрезается кусок трубы необходимого размера. Перед этим желательно сделать пробную резку трубы, чтобы убедиться в остроте инструмента.
С конца отрезка трубы снимается торцевая фаска и удаляются все заусенцы.
При диаметре трубы более 40 мм ее торец необходимо срезать под углом в 35-45° для предотвращения образования задиров при пайке. Затем подбирается элемент соединительной арматуры нужной конфигурации.
Проверяются соединяемые детали на отсутствие каких-либо внешних дефектов. При этом труба должна плотно и до конца входить в соединительный элемент без люфтов и перекосов. При большом люфте подбирается другой доборный элемент.
Соединяемые поверхности обрабатываются обезжиривающей жидкостью.
На конце трубы маркером отмечается глубина входа в соединительный элемент с учетом зазора около 1 мм, нужного для предотвращения сужения внутреннего диаметра трубы за счет выдавливания внутрь ее торцевого края при пайке.
Также отмечается взаимное расположение деталей по отношению друг к другу.
Выбирается соответствующая пара греющих насадок нужного диаметра, входящих в комплект электропаяльника.
Их поверхности очищаются обезжиривающей жидкостью с помощью ветоши и проверяется свободное вхождение в них соединительных деталей без большого люфта.
Подготавливается к работе электропаяльник. Для этого на его нагревательном элементе закрепляются выбранные насадки, паяльник устанавливается на подставку и подключается к электросети.
На термостате паяльника должна быть выставлена необходимая температура нагрева.
Вставляем трубы в насадки паяльника
После нагрева паяльника до нужной температуры, о чем свидетельствует его автоматическое отключение термостатом, в насадки на несколько секунд вставляются соединяемые полипропиленовые детали.
Если детали с трудом входят в насадки, то допускается их небольшое осевое вращение. При этом сначала на внутреннюю насадку одевается соединительный элемент, а затем во внешнюю насадку вставляется конец трубы.
После нагрева они извлекаются в обратной последовательности. Делается это потому, что соединительная деталь имеет большую толщину стенок и требует более длительного нагрева.

Плавно вставляем детали друг в друга
После необходимого прогрева детали извлекаются из насадок паяльника и плавно вставляются друг в друга до совпадения меток, предварительно нанесенных маркером. Осевое вращение деталей относительно друг друга при этом не допускается.
Необходимо следить за соосностью получившегося соединения.
После соединения детали необходимо выдержать в фиксированном положении в течение нескольких секунд согласно вышеприведенной таблице параметров пайки.
Пользоваться трубопроводом можно по истечении 50-60 минут после пайки.
В случае возникновения каких-либо дефектов соединения данный участок трубы отрезается и проводится новая пайка деталей.
Выбираем материал для утепления труб отопления: обзор доступных материалов, на какие параметры следует обратить внимание в первую очередь.
Сравниваем ПП трубы с другими видами труб для отопления http://teplius.ru/truby/vybor-t/kakie-luchshe.html
Пайка армированных труб
Швейер для зачистки краев трубы
ПП трубы, армированные внутренним алюминиевым слоем или стекловолокном, отличаются улучшенными техническими характеристиками по рабочему давлению и температуре, поэтому чаще всего используются для систем отопления и ГВС.
При сварке армированной алюминиевой прослойкой трубы, перед тем как вставить ее в нагревательную насадку электропаяльника, необходимо удалить с конца трубы наружный полипропиленовый слой и алюминиевую оболочку на необходимую длину соединения деталей.
Осуществляется это с помощью специального резака для труб или острого ножа.
Для проведения пайки труб, армированных стекловолокном, такую операцию проводить не нужно.
Видео: как паять армированные полипропиленовые трубы
 При выборе системы отопления необходимо учитывать, как эффективность обогрева помещений, так и текущие и плановые расходы на монтаж и дальнейшее обслуживание системы оборудования. Сравнение однотрубной и двухтрубной системы отопления для частного дома.
При выборе системы отопления необходимо учитывать, как эффективность обогрева помещений, так и текущие и плановые расходы на монтаж и дальнейшее обслуживание системы оборудования. Сравнение однотрубной и двухтрубной системы отопления для частного дома.
Узнать о способах регулировки температуры радиаторов отопления.
One comment
С бурным развитием нанотехнологий стоит ожидать появления 4 вида сварки, самостростающейса. То есть концы труб приставленные друг к другу за пару часов срастутся намертво.
Источник: http://teplius.ru/truby/polipropilenovye/pajka-svoimi-rukami.html
Сварка полипропиленовых труб своими руками — видео и фото руководства

При монтаже современных систем водоснабжения и отопления повсеместно используются полипропиленовые трубы. На европейском рынке сначала появились простые трубы, полностью состоящие из полипропилена. Произошло это в конце двадцатого века. Затем была изобретена технология, которая позволяла проводить армирование труб алюминием. Позднее на рынке появились изделия, которые производители стали армировать стекловолокном. Буквально несколько лет назад мастера получили совершенно новые трубы, при производстве которых используют термостабилизированный полипропилен, армированный стекловолокном. С помощью специального аппарата легко осуществляется сварка полипропиленовых труб своими руками в домашних условиях. Стоимость такого оборудования на рынке начинается от двух тысяч рублей. Чем дешевле аппарат, тем меньше время его можно эксплуатировать. Для продолжительной работы приобретают дорогие модели, которые быстро окупаются.
Содержание
Необходимые материалы и оборудование ↑
Для монтажа водопроводной или отопительной системы вам потребуется:
- трубы, выполненные из термостабилизированного полипропилена со стекловолоконным армированием;
- разнообразные фитинги;
- набор сварочного оборудования, состоящий из сварочного аппарата с двойным термостатом, крестообразной подставки, нагревательных плашек диаметром 20 и 25 мм, 32 и 40 мм, уровня, ножниц и рулетки.

Сварочный аппарат в комплекте
Этапы и особенности сварки полипропиленовых труб ↑
- Перед монтажом необходимо отмерить с помощью рулетки трубу требуемой длины, сделать метку фломастером.
- По метке ровно отрезать кусок трубы ножницами.

Отрезать трубу достаточно легко, благодаря рычажному механизму специальных ножниц
- Далее убеждаются в чистоте поверхностей деталей, которые подлежат сварке.
- Устанавливают сварочный аппарат на, идущую в комплекте, крестообразную подставку.
- Закрепляют плашки нужного диаметра.
[include id=»5″ title=»РСЯ — в записи»]
- Перед включением аппарата устанавливают регулятор температуры на отметку в 260 градусов.
- Начинается сварка пластиковых труб своими руками после того, как погаснут светодиоды, сигнализирующие о нагреве аппарата до установленной температуры.
- Затем конец трубы аккуратно вставляют в нагревательную гильзу.
- Фитинг необходимо насадить с другой стороны аппарата на нагревательный элемент.
- Время нагрева деталей зависит от их диаметра. Рекомендуемые значения приведены в таблице.

Рекомендуемое время на каждую операцию при сварен полипропиленовых труб
Важно! Чтобы получить надежное и качественное сварное соединение, указанные временные интервалы следует соблюдать. Слишком долгий нагрев сильно расплавит полипропилен, в результате чего может произойти деформация деталей. Если нагрев проводить меньше указанного времени, то материал свариваемых деталей недостаточно расплавится, что скажется непременно на качестве соединения. Снижение прочности соединения повлечет утечки.
- По окончании времени проведения нагрева обе детали одновременно снимаются с аппарата и соединяются. В момент соединения, выполняемого плавным движением, нельзя нарушать соосность расположения деталей относительно друг друга, а также запрещается вращать их. Такое соединение получается монолитным и не требует какого-либо обслуживания при дальнейшей эксплуатации.
- Сверхпрочная сварка труб электросваркой своими руками позволяет спустя 10 минут после монтажа начинать полноценную эксплуатацию системы.
Важно! Термостабилизированный полипропилен является высококачественным современным сырьем, что позволяет уменьшить толщину стенок труб, при этом не уменьшая их прочность и другие важные технико-эксплуатационные характеристики. Зато увеличивается пропускная способность по сравнению с обычными полипропиленовыми трубами.

В процессе сварки запрещается крутить свариваемые части друг относительно друга — это сделает шов непрочным
Преимущества использования полипропиленовой системы ↑
Так как в теле трубы отсутствует металлический слой, то в процессе эксплуатации исключается возможность появление вздутий и расслоений, связанных с различием в тепловом расширении материалов. Также не требуется проводить предварительную зачистку труб, что позволяет сэкономить время при монтаже водопроводных или отопительных систем. Класс давления трубы из термостабилизированного полипропилена PN20, при этом они выдерживают температуры, доходящие до 100 градусов. Коэффициент теплопроводности у полипропилена в 250 раз меньше, чем у стали, что существенно снижает потери тепла в теплопроводе. Являясь экологически чистым материалом, полипропилен не изменяет качество, вкус и цвет питьевой воды. Срок службы водопровода из данного материала достигает 50 лет.
[include id=»6″ title=»РСЯ — в записи»]
Важно! Трубы, обладающие перечисленными качествами, помечаются производителем специальной маркировкой FRP. Следует остерегаться подделок.
Особенности работ с полиэтиленовыми трубами ↑
Стыковая сварка пнд труб своими руками проводится на сварочном аппарате. Перед началом процесса сварки необходимо выровнять зоны соединения полиэтиленовых труб, для чего используют электроторцеватель. Так называют инструмент, позволяющий проводить механическую обработку торцов труб. Выравнивание ведется строго под прямым углом к оси детали, при этом удаляются все сколы и неровности сечения. Торцевание проводиться до тех пор, пока стружка не начнет выходить ровной, непрерывной лентой. Далее осуществляется сварка полиэтиленовых труб своими руками с помощью специального аппарата.
При работе со сварочными аппаратами требуется наличие навыка, поэтому необходимо потренироваться под руководством опытного мастера. При монтаже водопровода и отопления наличие ошибок недопустимо, поэтому учиться надо до начала проведения данных работ.
Источник: http://stroy-aqua.com/vodoprovod_santeh/trubi/svarka-polipropilenovyx-trub-svoimi-rukami.html
Монтаж и сварка полипропиленовых труб для водопровода и отопления своими руками | Инструкция по технологии сварки враструб
1 Область применения и нормативная база
Трубы из полипропилена (точнее, рандом-сополимера пропилена, или PP-R) очень популярны для монтажа водопровода (горячее и холоденое водоснабжение внутри зданий) и систем отопления. Такие трубы соединяются методом «сварки нагретым инструментом в раструб».
Популярное название метода – «раструбная» сварка полипропиленовых труб, или сварка «в раструб» (или, как в старых нормативах, слитно «враструб»). Поскольку прямое соединение двух труб производится с помощью фитинга, который называется муфтой, другое популярное название метода – «муфтовая» сварка пластиковых труб.
Популярное название оборудования – «аппарат» для раструбной (муфтовой) сварки полипропиленовых труб. Жаргонно для ручных аппаратов – «паяльник» пластиковых труб. Последнее, хотя и в корне неправильно, но прижилось.
Работоспособная технология сварки враструб в настоящее время (февраль, 2015) регламентирована только немецкими нормами DVS: раструбная сварка полиэтиленовых труб – DVS 2207-1; технология сварки полипропиленовых труб – DVS 2207-11; раструбная сварка труб из ПВДФ – DVS 2207-15. Перечисленные нормы предлагают подробные инструкции по сварке труб, от подготовки до технологических режимов.
И всё, никаких других нормативов. И никаких других материалов. Имеет смысл отдельно сказать о ПВХ. ПВХ – материал жесткий и подверженный термодеструкции при нагреве. Трубы ПВХ малых диаметров склеивают в раструб специальным клеем. В принципе, напорные ПВХ трубы можно сваривать, но только стыковой сваркой. А определение «паяльник для труб ПВХ» рождено и поддерживается людьми, которые не делают разницы между ПП и ПВХ. Ну, не страшно, пусть будет паяльник для труб ПВХ, менеджер продаж понимает, что речь об аппарате для сварки враструб.
Устройство аппаратов и спецификации самого нагретого инструмента для сварки враструб регламентированы только немецкими нормами DVS, а именно DVS 2208-1.
В нашей стране разработка и ратификация комплексного нормативного документа по сварке труб нагретым инструментом враструб запланирована на 2016 г. Только пока неизвестно, будет ли это ГОСТ или СТО или пр. Документ в первом приближении уже готов и включает как устройство аппарата и сменного нагретого инструмента для сварки труб враструб, так и инструкцию по сварке полипропиленовых, полиэтиленовых и ПВДФ труб. Режимы сварки представлены в виде таблиц температуры и времени. Документ НЕ включает инструкции по проектированию и монтажу водопровода или системы отопления, это отдельная тема.
Несмотря на отсутствие легитимного описания технологии и оборудования, сварка враструб с давних пор рекомендована для различных трубопроводов некоторыми нормативами РФ:
- СНиП 3.05.04-85* (наружное водоснабжение и канализация) предлагает соединять полиэтиленовые трубы и фасонные части с помощью «сварки встык или враструб» (п.3.58. СНиП). В документе нет указания на ограничения метода или хотя бы на его суть. Трубы из других термопластов не упоминаются, и это понятно, поскольку речь в документе идет только о наружных трубопроводах.
- СП 40-102-2000 (монтаж водоснабжения и канализации из полимерных труб) предлагает соединять полиэтиленовые, полипропиленовые и полибутеновые трубы «на сварке враструб» (п.3.3.1 СП). Сварка враструб рекомендуется «для труб наружным диаметром до 110 мм и стенками любой толщины» (п.7.3.2 СП). Стилистическая ошибка в цитате (если кто заметил) – не в счет. Но по поводу стенок любой толщины – ошибка принципиальная. Автор когда-то лично потратил время, подбирая режим сварки труб с тонкой стенкой. Оказалось, что сварка возможна только при быстром нагреве свариваемых поверхностей нагретым инструментом с температурой 280-290ºС. Но при такой температуре любое тефлоновое покрытие нагретого инструмента довольно быстро разрушается. А если температура инструмента 260ºС, оплавление поверхностей занимает больше времени, тогда труба успевает прогреться насквозь и теряет необходимую упругость. Кстати, самой инструкции по сварке или таблицы режимов в СП нет.
- ВСН 003-88 Миннефтегазстроя (ПЭ и ПП нефтепроводы) предлагает соединять ПЭ и ПП трубы «контактной сваркой нагретым инструментом встык или враструб» (п.7.5.3.1. ВСН). Здесь даже приведена технология сварки полипропиленовых труб в виде таблицы времени сварки в зависимости от толщины стенки – время нагрева, технологической паузы и фиксации. И даже приведено вполне современное требование к температуре нагретого инструмента – 260±10°C. ВСН 003-88 – весьма уважаемый документ, хотя бы потому, что это один из первых в СССР (а именно, второй после ОСТ 6-19-505-79) документ, предлагающий внятную и работоспособную технологию стыковой сварки труб. Однако таблица раструбной сварки полипропиленовых труб здесь неработоспособна, хотя бы потому, что предлагает трубы с толщиной стенки менее 3 мм греть в течение 3-8 сек.
Оправданные практикой ограничения на применение сварки враструб предлагают только нормы DVS: диаметры 16-125 мм с ограничением снизу по толщине стенки труб (см. п.2, Табл.1).
На практике технология сварки враструб в подавляющем большинстве случаев применяется при монтаже водопровода и отопления из полипропиленовых труб. И наоборот, при монтаже водопровода и отопления из полипропиленовых труб в подавляющем большинстве случаев используется технологии раструбной (муфтовой) сварки. Таким образом, «технология сварки полипропиленовых труб» и «технология сварки в раструб» — практически синонимы. Это обусловлено набором взаимодополняющих обстоятельств:
- Среди всех методов сварки пластмасс сварка труб враструб – самая простая для выполнения своими руками, в домашних условиях. Ограничений всего два: (1) сварка враструб не работает на тонкостенных трубах; (2) с ростом диаметра выполнение сварки враструб становится технически сложным и экономически нецелесообразным. Т.е. это наилучший метод сварки для толстостенных труб малых диаметров.
- Для водопровода и систем отопления внутри зданий требуются трубы малых диаметров из теплостойкого материала.
- Внутридомовые трубопроводы предполагают множество изгибов и ответвлений, которые организуются соединительными деталями – фитингами.
- Полипропилен отличается низкой ценой, дешевле него – только совершенно не теплостойкий полиэтилен. Полипропилен довольно теплостойкий, хоть и уступает дорогому полибутену или еще более дорогому ПВДФ.
- При температурах 70-80°C полипропиленовые трубы имеют достаточную долговременную прочность только при большой толщине стенки. Этой толщины вполне достаточно для раструбной сварки.
Раструбная сварка полиэтиленовых труб технически не имеет противопоказаний. Но проблема в том, что полиэтиленовые трубы, как правило, имеют более высокий SDR. Другими словами, полиэтиленовые трубы тех диаметров, что пригодны для раструбной сварки, обычно имеют слишком тонкую стенку. Кроме того, по причине низкой цены и низкой теплостойкости полиэтилена, основное применение полиэтиленовых труб – наружные подземные водопроводы или газопроводы, а это уже большие диаметры. Т.е. диаметр и толщина стенки полиэтиленовых труб обычно непригодны для раструбной сварки.
Пару слов о полипропилене. Жесткий (изотактический) полипропилен, подходящий для производства труб, имеет три типа:
- гомополимер пропилена, или ПП Тип1, или PPH, или PP-H;
- блок-сополимер пропилена, или ПП Тип2, или PPB, или PP-B;
- рандом-сополимер пропилена, или ПП Тип3, или PPR, или PP-R.
Из них только рандом-сополимер пропилена применяется для монтажа систем горячего водоснабжения и отопления, поскольку сохраняет свойства в широком диапазоне температур. Гомополимер и блок-сополимер пропилена используются для сравнительно тонкостенных труб канализации и холодного водоснабжения и к сварке враструб отношения не имеют.
Так или иначе, в связи с разнообразием сополимеров пропилена, полипропиленовые трубы часто называют просто пропиленовыми.
2 Сварка и монтаж полипропиленовых труб своими руками
Собственно, хоть своими руками, хоть руками профессионала, технология сварки одна.
Т.е. вопрос в том, как пользоваться паяльником для труб.
Начнем с принципа технологии сварки полипропиленовых труб. Нагрев свариваемых поверхностей полипропиленовой трубы производится металлическим инструментом – сварочными насадками, покрытыми тефлоном и нагретыми до температуры 260°С (см.п.4). Свариваемые поверхности – наружная поверхность полипропиленовой трубы и внутренняя поверхность полипропиленового фитинга. Соответственно, нагретый инструмент (сварочная насадка) состоит из двух половин:
половина, на которую с усилием надевается фитинг, называется «дорн»,
половина, в которую с усилием вставляется конец трубы, называется «гильза».
Пропиленовый фитинг совмещается с дорном нагретого инструмента до упора, одновременно полипропиленовая труба совмещается с гильзой нагретого инструмента до упора. Эта операция выполняется настолько быстро, насколько возможно.
Наружный диаметр пропиленовой трубы, предназначенной для сварки враструб, несколько выше номинального диаметра, а внутренний диаметр пропиленового фитинга – несколько меньше номинального диаметра трубопровода. Например, пропиленовая труба номинальным диаметром 20 мм на самом деле имеет наружный диаметр 20,3-20,5 мм, а пропиленовый фитинг соответствующего размера имеет внутренний диаметр 19,5-19,7 мм. При этом рабочие поверхности сварочных насадок – конические (конусность около 0,5º), а их диаметры в их средней части соответствуют номинальному диаметру. Таким образом, труба и фитинг без нагрева не могут быть совмещены ни со сварочными насадками, ни друг с другом.
По мере совмещения пропиленовой трубы с горячей сварочной насадкой (гильзой нагретого инструмента) наружный слой трубы оплавляется и выдавливается наружу в форме валика (грата), а внутренние слои трубы прогреваются достаточно, чтобы упруго сжаться и позволить трубе войти в сварочную насадку (рис.1). Похожие процессы происходят при совмещении пропиленового фитинга с дорном нагретого инструмента – на внутренней поверхности выдавливается грат, а стенка фитинга упруго растягивается (рис.2).


При дальнейшем продвижении сварочной насадки (дорна нагретого инструмента) наружный срез фитинга упирается в округлое основание сварочной насадки (рис.3). Наружный срез фитинга при этом оплавляется, и там также выдавливается грат, но незначительной высоты. Верхушка сварочной насадки при этом не доходит до внутреннего упора фитинга, но грат, который она гонит перед собой, «наползает» на внутренний упор фитинга.
При продвижении пропиленовой трубы внутрь сварочной насадки (гильзы нагретого инструмента) торец трубы в итоге упирается в округлое основание сварочной насадки (рис.4). Наружное ребро торца трубы при этом оплавляется и скругляется, и грат небольшой высоты выдавливается внутрь.


Момент упора – как фитинга, так и трубы – в основание сварочной насадки чувствуется рукой, причем не только при ручной работе паяльником для труб, но и при сварке на механическом сварочном аппарате. Очень важно: после достижения упора не нужно больше давить! При использовании ручного паяльника – просто удерживайте трубу и фитинг для нагрева свариваемых поверхностей. На механическом аппарате для сварки враструб – зафиксируйте положение трубы и фитинга с помощью фиксатора, которым обязательно оборудован каждый приличный механический аппарат.
Время нагрева зависит от диаметра пропиленовой трубы (см. табл.1) и определяет глубину прогрева свариваемых поверхностей. Для полипропиленовых труб и фитингов Ø20 мм эта глубина – около 0,4 мм.
По окончании нагрева необходимо одновременно и быстро снять фитинг со сварочной насадки и вынуть трубу из сварочной насадки, затем совместить трубу с фитингом – опять же до упора. При этом пропиленовая труба упруго сжимается, а пропиленовый фитинг упруго растягивается. В результате нагретые свариваемые поверхности давят друг на друга, вытесняя воздух и обеспечивая перемешивание расплавленного материала в процессе совмещения трубы с фитингом. Понятно, что оплавленные поверхности на воздухе быстро остывают, причем скорость их остывания зависит от глубины прогрева (т.е. от продолжительности нагрева). Таким образом, максимально допустимое время этой «перестановки» также зависит от диаметра свариваемого трубопровода (см. табл.1).
Если всё выполнено правильно, то после совмещения мы получим цельную полипропиленовую деталь как на рис.5. А после вваривания в фитинг второй трубы – деталь как на рис.6.


Непосредственно после совмещения трубы с фитингом прогретые слои некоторое время сохраняют пластичность. Чтобы не деформировать соединение, детали необходимо зафиксировать друг относительно друга на время, которое называют фазой «фиксации» (см. табл.1). При ручной раструбной (муфтовой) сварке это время используют для быстрого осмотра и выравнивания возможных перекосов соединения.
По окончании фазы фиксации все слои сварного соединения теряют пластичность, теперь готовую деталь можно положить на стол. Но полную свою прочность деталь приобретает только после того, как все слои сварного соединения остынут до температуры 40ºС. Расчетное время остывания для соединений разного диаметра также указано в табл.1.
Таким образом, время сварки полипропиленовых труб можно определить как сумму времени нагрева, перестановки, фиксации и полного остывания.
Источник: http://www.adr-t.ru/support/technology/montazh_i_svarka_polipropilenovykh_trub_vodosnabzheniya_i_otopleniya_svoimi_rukami/
Как правильно паять полипропиленовые трубы своими руками?
При проведении ремонта в ванной комнате или на кухне часто возникает необходимость заменить старые трубы. Как правило, сегодня стальные трубы устанавливают редко, предпочитая пользоваться современными полимерными материалами. Если работу по замене планируется проводить без привлечения специалистов, то следует освоить такой процесс, как пайка полипропиленовых труб своими руками. Эту работу нельзя назвать сложной, но в ее проведении нужно знать некоторые нюансы, кроме того, потребуется приобрести специальный прибор для полипропиленовых труб.

Для сооружения сетей водопровода сегодня довольно часто используют трубы из полипропилена. Они недорого стоят, отличаются прочностью и полным отсутствием коррозии. Существуют способы соединения полипропиленовые трубы без паяльника, однако, спаянные соединения – это самый надежный вариант.
Если пайка труб своими руками будет выполнена правильно, то смонтированный трубопровод сможет прослужить несколько десятилетий, не создавая проблем хозяевам. Разберемся, как правильно паять полипропиленовые трубы.
Инструменты для работы
Для того чтобы соединение труб посредством пайки было произведено максимально качественно, необходимо использовать специальный инструмент — паяльник для сварки полипропиленовых труб (профессиональные монтажники иногда называют этот инструмент утюгом).
Инструмент для пайки полипропиленовых труб — это не особенно сложное оборудование, поэтому освоить работу паяльником может каждый. Такой прибор можно купить в строительных магазинах (ориентировочная стоимость 100-130 долларов США).
Совет! Если утюг для пайки полипропиленовых труб нужен для однократного проведения работы, то выгоднее не покупать аппарат, а взять оборудование в аренду. Услуги по сдаче оборудования в прокат предоставляют многие монтажные фирмы.
Как правило, станок для пайки оборудован несколькими разъемами разных размеров, поэтому с его помощью можно монтировать трубопроводы разных диаметров. Часто в комплектацию аппарата входит специальный резак для труб. Если резака в комплекте не имеется, то его придется приобрести отдельно.

К оборудованию для пайки обязательно прилагается инструкция по пайке полипропиленовых труб, в которой подробно описан процесс пайки, приведены оптимальная температура пайки полипропиленовых труб, указано время нагрева. Поэтому, перед тем как паять полипропиленовые трубы, нужно внимательно изучить прилагаемое описание, это очень поможет в работе.
Технология пайки
Приведем основные правила пайки полипропиленовых труб, они не слишком сложные, но их соблюдение является обязательным. Итак, пайка полипропиленовых труб согласно инструкции осуществляется следующим образом:
- чтобы спаять полипропиленовые трубы, соединяемые детали нагреваются до определенной температуры в специальном аппарате;
- после того как температура будет достигнута, нагретые детали следует извлечь и соединить между собой;
- на месте стыка образуется герметичное соединение.
Процесс пайки полипропиленовых труб не занимает много времени, на сваривание одного стыка уйдет не более 2-3 минут. При выполнении процесса очень важно не допускать перекосов.
Таким образом, сваривание не требует ни наличия особого опыта, ни профессиональных знаний. Однако для получения качественных соединений очень важно, чтобы все работы были проведены максимально точно и аккуратно.
Cборка трубопровода с применением пайки
Технология пайки полипропиленовых труб – порядок работ пошагово:
- Если при помощи полипропиленовых труб и фитингов собирается новая система трубопроводов, то на первом этапе необходимо составить ее подробную схему, с указанием мест расположения отдельных элементов – кранов, поворотных муфт, тройников и пр.
- Имея под рукой схему, следует собрать те части системы, которые не требуют применения пайки.

- Теперь можно приступать к свариванию. Для этого нужно извлечь аппарат и установить это приспособление на ножках (опоры-стойки идут в комплекте с аппаратом).
- Сваривать можно только абсолютно сухие и чистые трубы. Незнание этих тонкостей может отрицательно повлиять на надежность соединения.
- Соединяемые элементы из полипропилена удобнее располагать в горизонтальной плоскости.
Совет! Для сборки домашнего трубопровода используются комплектующие небольшого диаметра. Чтобы выполнить монтаж и пайку, не требуется помощник, все работы может осуществить и один человек.
- А вот в том случае, если запланирована пайка полипропиленовых труб в труднодоступных местах, то без помощника не обойтись. Чтобы соединить трубы в труднодоступных местах, одному из работающих придется держать прибор на весу. Второму же нужно удерживать трубы на месте монтажа, сохраняя их вертикальное положение.
- При соединении отдельных сваренных элементов в общий трубопровод, также, лучше работать с помощником.
Совет! Если домашний мастер осуществляет соединение труб из полипропилена впервые, то в качестве помощника ему стоит позвать опытного человека, который уже проводил эту работу. Наличие такого помощника может значительно облегчить процесс сборки.
- Начиная процесс пайки, нужно заранее включить в сеть паяльник и дождаться его разогрева до рабочей температуры. Машина сама выйдет на рабочий режим, при достижении установленной температуры погаснет контрольная лампочка. Если устройство не оборудовано автоматикой, то придется контролировать температуру нагрева при помощи контактного термометра. Указания при какой температуре паять полипропиленовые трубы определённого размера и толщины приведены в инструкции.
- Необходимо заранее подготовить полипропиленовые трубы и фитинги для сваривания – нарезать их на отрезки необходимой длины, зачистить места срезов от заусениц и неровностей.
- На поверхности стоит нанести отметки маркером (или сделать засечки), позволяющие контролировать глубину их заведения в сварочный аппарат.

- Насадки аппарата и сами трубы нужно предварительно обезжирить. Как правило, обезжиривают материалы, протирая их спиртом. Не стоит пренебрегать обезжириванием, так как обезжиренные детали образуют более прочные соединения.
- Трубы полипропиленовые насаживаются на насадки, при этом нужно следить, чтобы зашли они ровно. Если будут насажены криво, добиться равномерного нагрева крайне трудно, поэтому и качественного соединения не получится.
- После выдержки рекомендованного в инструкции времени разогрева, детали снимают с насадок и соединяют друг с другом, удерживая их в ровном положении. Детали не нужно хорошо сжимать, их следует только слегка прижимать друг к другу, запрещается осуществлять вращательные движения.
- После того как полимер застынет (а произойдет это через 1-2 минуты), получится монолитное соединение. Таким образом, время пайки полипропиленовых труб невелико. Если приноровиться, то спаивать детали можно очень быстро, тратя на один стык не более 3-4 минут.
Армированные трубы
Помимо обычных изделий из полипропилена, существуют армированные полипропиленовые трубы. Их установка при сборке системы канализации нецелесообразна, а вот если монтируется трубопровод для подачи горячей воды или система теплого пола, то лучше выбрать именно армированные трубы.
Дело в том, что трубопровод из обычного полипропилена существенно изменяет свои линейные размеры при колебаниях температуры. Чтобы компенсировать это свойство, приходится использовать сложные схемы, устраивая компенсационные петли. А при использовании армированных полипропиленовых труб этого делать не придется, поскольку они не подвержены температурному расширению.
Если вы выбрали именно армированные, то трубы как правильно паять эти изделия? Прежде всего нужно разобраться, чем армированы изделия. Если это стекловолокно, то пайка армированных труб осуществляется точно так же, как описано выше. Никакой предварительной подготовки проводить не требуется. Если труба армирована алюминием, то прежде чем спаять трубы своими руками, их нужно подготовить.

Подготовка заключается в удалении армирующего слоя в местах стыка. После этой операции спаиваемые детали армированные алюминием надевают на насадки и проводят процесс сварки высокой температурой, как обычно.
Контроль качества
Теперь вы знаете, как спаять трубы из полипропилена. Но для достижения самого лучшего результата важно исключить ошибки при проведении работ. При перегреве деталей, а также в том случае, если свариваются трубы маленького диаметра, возникает риск образования внутреннего наплыва, который перекроет сечение в месте соединения.
Чтобы убедиться в отсутствие таких наплывов, стоит ее продуть. В том случае, если воздух проходит свободно, работа выполнена качественно. Чтобы проверить герметичность соединения, можно пропустить через сваренную трубу воду. Итак, имея сварочный аппарат для пайки труб из полипропилена, можно самостоятельно произвести монтаж инженерных систем дома.
Источник: http://kanalizaciyam.ru/pajka-polipropilenovyx-trub-svoimi-rukami.html
Пайка пластиковых (полипропиленовых) труб своими руками (видео)
 Строительство и ремонт не обходится без прокладки или замены коммуникаций водоснабжения. В настоящее время большую популярность получили пластиковые трубы. В этой статье будет представлена информация о том, как правильно подготовить материал и инструмент к работе и спаять пластиковые трубы и различные трубные фитинги между собой.
Строительство и ремонт не обходится без прокладки или замены коммуникаций водоснабжения. В настоящее время большую популярность получили пластиковые трубы. В этой статье будет представлена информация о том, как правильно подготовить материал и инструмент к работе и спаять пластиковые трубы и различные трубные фитинги между собой.
Инструменты необходимые для пайки пластиковых труб

Для пайки пластиковых труб вам потребуется:
— аппарат для пайки или народное название «Утюг», более подроюно о нем можно узнать из статьи «Аппарат для пайки пластиковых труб»;
— ножницы для резки труб;
— рулетка;
— маркер или карандаш;
— нож для снятия поверхностного слоя если будут свариваться комбинированные трубы.
Стоит обратить внимание на качество инструментов используемых при пайки, так как от них в последствии будет зависеть качество сварного шва.

Почему пластиковые трубы можно паять?
Пластичность и появление дифузионных свойст при нагреве полипропиленовых труб обеспечивают нам возможность пайки. При этом такое свойство можно назвать удивительным и в тоже время удачным. Ведь проявляя свойства дифузии при нагреве, мы можем соединять отдельные детали в целое, обеспечивая при этом герметичность в местах стыка. Все это является идеальным вариантом для обеспечения герметичности и целостности трубопроводов, которые и выполняются с применением полипропиленовых труб.
Какие трубы применяются для подачи холодной и горячей воды
Хотелось немного рассказать об особенностях применяемых труб, вернее о материале полипропиленовых труб. Для подачи холодной и горячей воды под давлением в жилых помещениях применяют полипропиленовые трубы, а не полиэтиленовые. Полиэтилен, как правило, используется для централизованных магистралей. Более подробную информацию о полипропиленовых трубах вы сможете получить из статьи «Полипропиленовые трубы». Итак, полипропилен для дома и квартиры, а то что мы видим при укладке на улицах, то это скорее всего уже полиэтиленовые трубы.
Подготовительные работы для пайки пластиковых труб
Прежде чем приступить к работе необходимо четко представлять будущие места соединения и их количества, чтобы разметить трубы и приобрести необходимое количество фитингов, муфты, тройники, угольники.

Обрезаем трубу под прямым углом к оси. При необходимости удалить заусенцы и образовавшуюся при резке стружку.

При помощи прилагаемого шаблона и графитового стержня обозначить глубину сварки на конце трубы. Маркировкой на трубе и/или на фитинге обозначить требуемое положение фасонной детали. Для правильной ориентации можно использовать также вспомогательную маркировку на фасонной детали и линию на трубе.

Перед сваркой комбинированных труб Штаби необходимо полностью зачистить комбинированный слой полипропилена и алюминия.
Необходимо использовать только оригинальные зачистные инструменты с безупречными зачистными ножами. Затупившиеся ножи необходимо заменять на запасные. Затем необходимо произвести пробные зачистки, чтобы проверить правильность настройки новых ножей. Зачищенная комбинированная труба Штаби не должна входить в нагревательную гильзу легче обычного. Конец комбинированной трубы Штаби вставить в направляющую зачистного инструмента.
Сточить комбинированный слой алюминия и полипропилена до упора зачистного инструмента.
Глубина зачистки до упора определяет глубину сварки. Дополнительная маркировка не требуется. Перед сваркой следует проверить, полностью ли зачищен слой алюминия и полипропилена.
Процесс пайки пластиковых труб
После подготовки деталей к спайке, прогреваем аппарат см «Аппарат для пайки пластиковых труб».

Конец пластиковой трубы, не вращая, вставляем в нагревательную гильзу до отмеченной глубины сварки и одновременно, не вращая, насадить фасонную часть до упора на нагревательный дорн.
Необходимо обязательно соблюдать время нагревания согласно таблице 1. Время необходимое для нагрева, сплавления и остывания белых труб, изготовленных из статистического сополимера полипропилена, указано в таблице. Эти принципы следует соблюдать для того, чтобы сварка была качественной, безопасной и долговечной. ВНИМАНИЕ: Отсчет времени нагрева начинается лишь тогда, когда на нагревательной гильзе и на дорне достигается необходимая глубина сварки.
Таблица 1. Зависимость диаметра и глубины плавления трубы от времени на проведение операции.
Если нагревать детали дольше времени, указанного в таблице, пластик расплавится слишком сильно и детали деформируются.

По окончании предписанного времени нагревания, быстро снять пластиковую трубу и фасонную деталь со сварочных инструментов и сразу, не поворачивая их, сдвинуть друг с другом так, чтобы отмеченная глубина сварки была покрыта образующимся наплывом.
ВНИМАНИЕ: Не следует вдвигать пластиковую трубу в фасонную деталь слишком глубоко, иначе это может привести к сужению, а в крайнем случае даже к закупорке трубы.
Во время обработки соединенные элементы должны быть зафиксированы. В это время соединение можно откорректировать.
Эта корректировка ограничивается лишь выравниванием трубы и фасонной детали. Поворачивание элементов недопустимо. По истечении времени обработки соединение уже нельзя подвергать выравниванию.По истечении времени охлаждения соединенные в единое целое элементы можно подвергать полной нагрузке. В результате сплавления пластиковой трубы и фитинга образуется монолитное соединение материала системных элементов.
Проверка на герметичнеость полипропиленовых труб после монтажа
Не стоит надеяться на авось или на свой бесконечный опыт. Ведь бывают такие ситуации, когда ошибки дорого стоят. Так если вы монтировали трубопровод для системы отопления или собираетесь трубопровод зарыть под езмлю, то лучше быть увереным в том, что все стыки пайки герметичны. В противном случае наличие протечек сильно подпортит ваше настроение, потерей вроемени, финансов и сил. Итак, если вы считаете также, то после пайки полипропиленовых труб не мешает их проверить, для этого необходимо провести опрессовку труб. О таком варианте опрессовки, с минимальными вложениями и самыми доступными инструментами, мы рассказали в статье «Опрессовка полипропиленовых труб после пайки».
Видео о пайке полипропиленовых труб
Теперь о том же самом но в видео.
Источник: http://xn——7kcglddctzgerobebivoffrddel5x.xn--p1ai/kommunikatsii/vodosnabzhenie/69-pajka-plastikovykh-polipropilenovykh-trub-svoimi-rukami-video
Как правильно выполнять сварку пластиковых труб своими руками?
Для сборки трубопроводов бытового назначения сегодня, как правило, используют трубы из пластика. Они удобнее, легче и долговечнее стальных, кроме того, для их соединения не требуется особой квалификации. Освоить такой процесс, как сварка пластиковых труб своими руками может каждый домашний мастер. Для осуществления сварки потребуется обзавестись необходимым оборудованием и немного попрактиковаться.

Пластиковые трубы сегодня практически вытеснили с рынка металлические. Именно пластик выбирают для монтажа трубопроводов при строительстве частных домов и общественных зданий.
Причина такой популярности проста – этот вид труб более практичен, а технология сварки пластиковых труб довольно проста, поэтому не требует привлечения высококвалифицированных специалистов. Рассмотрим, как можно будет осуществить соединение труб из пластика, если работы по монтажу трубопровода проводятся собственными силами.
Способы соединения труб из полимерных материалов
Существует несколько способов соединения труб при монтаже трубопроводов. Выбор той или иной методики монтажа зависит от:
- вида используемых труб (ПВХ, полипропиленовые, полиэтиленовые);
- диаметра трубопровода;
- назначения трубопровода.
Монтаж безнапорных трубопроводов
При сборке трубопроводов, в которых жидкость передвигается самотеком, как правило, обходятся без сварки. Для монтажа самотечной системы канализации или ливневки, чаще всего, используют:
- Раструбные соединения. В этом случае, трубопровод собирается из труб, у которых с одной стороны имеется специальный раструб, дополненный уплотнительной манжетой. Гладкий конец трубы просто вставляется в раструб, а резиновое уплотнение герметизирует стык.
Совет! Для облегчения процесса монтажа рекомендуется использовать силиконовую смазку, которая наносится на гладкий конец трубы.
- Клеевые соединения. При использовании этого метода трубы соединяют с фитингами при помощи специального клеевого состава.

Монтаж трубопроводов под давлением
При сборке трубопроводов для подачи воды или системы отопления применять описанные выше способы соединения труб нельзя. В этих случаях необходимо обеспечить более надежное соединение труб, поэтому используют следующие методы сварки:
- Сварка муфтовая. В этом случае для сваривания пластиковых труб используются фитинги (муфты, отводы, тройники и пр.). Этот вид сварки иногда называют раструбным. Для его выполнения требуется специальное оборудование – паяльник для сваривания труб из пластика, это довольно простой прибор, на котором легко научиться работать.
- Сварка электромуфтовая. Для реализации этого способа соединения труб применяют специальные детали – соединительные муфты, снабженные нагревательными элементами. При подведении к муфте напряжения она разогревается, образуя монолитное соединение со стыкуемыми трубами.
- Сварка стыковая. Эта методика применяется, если необходима сварка пластиковых труб большого диаметра. Ее отличие от предыдущих способов заключается в том, что никаких дополнительных деталей не используется. Концы соединяемых труб разогревают до определенной температуры и соединяют между собой. Для проведения сварки требуется специальное оборудование – прибор с нагревательным зеркалом и центратор.
Нужно сказать, что все существующие способы сварки основаны на одном и том же принципе – материал труб расплавляется и образует монолитное соединение за счет диффузного проникновения частиц одной соединяемой детали в структуру другой.
Сваривание труб из полимерных материалов
Как правило, если речь заходит о возможности выполнения работы своими руками, то подразумевается, что мастер будет работать с трубами относительно небольшого диаметра. Поэтому ниже будет описан процесс муфтового соединения, которое чаще применяется для сварки пластиковых труб.

Необходимый набор инструментов
Для выполнения работы нужно будет подготовить определенный набор инструментов:
- Аппарат (паяльник) для проведения сварки труб из полимеров. Это специальный прибор, работающий от сети и снабженное комплектом насадок для сваривания труб разного диаметра.
Совет! Насадки для пластиковых труб обычно входят в комплектацию аппарата, но если насадки необходимого размера не оказалось в комплекте, ее всегда можно приобрести отдельно.
- Поскольку сварка по пластмассе проводится в том случае, если достигнута температура плавления, то не помешает иметь в наличии специальный термометр, позволяющий контролировать, какова температура прибора.
- Труборез. Это приспособление позволяет точно и быстро резать поливинилхлоридные или полипропиленовые трубы. При использовании этого инструмента срез получается строго перпендикулярным и на нем не бывает задиров и заусениц.
Совет! Труборезы часто входят в комплектацию сварочного аппарата, поэтому покупать их отдельно нет необходимости. Вместо трубореза можно воспользоваться обычной ножовкой. В этом случае, разрезать трубу рекомендуется при помощи стусла.
- Для обезжиривания деталей потребуется спирт и салфетка, которая не оставляет волокон на протираемых деталях.
- Рулетка и маркер будут нужны для проведения замеров и выставления меток.
- Если предстоит работа с трубами, имеющими диаметр более 50мм, то необходимо еще и центрующее устройство, так как трубы нужно соединять, не допуская смещения по осям.
- Для снятия фасок нужен будет фаскосниматель или острый нож с коротким лезвием.

Подготовительные работы
- Детали, подготовленные к сварке, следует очистить от любых загрязнений и протереть места стыков спиртом.
- На паяльник для сваривания прикручивают насадки необходимого размера. Следует проверить, насколько плотно свариваемые детали надеваются на насадки, если они свободно болтаются, то добиться качественного соединения не получится.
- Прибор подключают к электросети и ждут, пока он разогреется до нужной температуры (для сварки полипропилена требуется температура 260 градусов).
- Перед началом процесса насадки протирают спиртом.
Совет! Обезжиривать при помощи спирта насадки рекомендуется перед каждой сваркой, тогда соединения будут более качественными.
- Трубы нарезают на отрезки необходимой длины. А на наружном конце трубы снимается фаска. Это необходимо, чтобы труба максимально плотно, без задиров, вошла в фитинг. Особенно важно снять фаску с труб, имеющих диаметр 40мм и выше.
- Затем нужно пометить на трубах глубину их вхождения в фитинг. При этом нужно помнить, что труба не вставляется до упора, обязательно нужно оставлять миллиметровый зазор.
Процесс сварки
- После того как вся подготовительная работа будет окончена, начинается непосредственно сварка полимерных труб. На насадку надевается деталь фитинга так, чтобы она сидела максимально плотно и без перекосов. Другая насадка используется для разогрева трубы.
- Время нагревания зависит от того, какую мощность имеет паяльник, а также от диаметра свариваемых труб. Информация о времени нагревания конкретной модели паяльника и времени, необходимого для разогрева труб, имеется в инструкции к аппарату.
- Разогретые детали снимают с насадок и аккуратно соединяют. Важно не совершать после введения трубы в фитинг поворачивающих движений. Стыковка деталей производится до отмеченных маркером мест.

- Необходимо зафиксировать соединение примерно на 30 секунд, за это время температура снизится и пластик успеет «схватиться».
- Для сварки пластмассовых труб с диаметром 50 мм и более лучше использовать специальное монтажное приспособление, которое обеспечивает правильное расположение деталей и нужное давление.
- После завершения процесса сварки и полного остывания пластика проверяется качество соединения. При обнаружении отсутствия соединения в деталях, нужно срезать место стыка и произвести сварку заново, воспользовавшись новым фитингом.
- Браком при выполнении работы считается не только смещение деталей относительно общей оси, но и наличие наплывов пластика во внутренней части трубы. Эти наплывы образуются, если детали были перегреты или в процессе сварки их прижимали друг к другу слишком сильно. Присутствие наплывов на местах стыков плохо отражается на пропускной способности трубы и способствует ее засорению.
Процессу термической сварки чаще подвергается полипропилен. Сварка ПВХ труб чаще осуществляется «холодным» методом, то есть на клей. В процессе холодной сварки для ПВХ труб клеевой состав «растворяет» пластик и соединение получается таким же прочным, как и при сварке обычным способом.
Итак, в процессе сварки труб из пластика происходит соединение деталей на молекулярном уровне, то есть конструкция получается очень надежной и прочной, чтобы освоить процесс соединения труб, стоит наглядно увидеть, как осуществляется сварка пластиковых труб — видео с подробнейшими инструкциями можно найти в сети.
Источник: http://kanalizaciyam.ru/svarka-plastikovyx-trub.html
Сварка полипропиленовых труб своими руками: инструменты и инструкция
После появления на строительном рынке полипропиленовых труб они сразу приобрели популярность, в первую очередь – при строительстве канализаций и водопровода. Затем их начали использовать для отопления. Широкий спрос обусловлен длительным сроком эксплуатации, легким весом, простотой монтажа. Трубы бывают из чистого полипропилена или армированные внутри металлической фольгой. Чтобы их паять, необходим аппарат для сварки полипропиленовых труб, часто называемый паяльником. Может использоваться и другое оборудование, например, электрофитинг или просто клей.

Обзор лучших паяльников
Любой паяльник имеет рабочую поверхность, нагреваемую от электричества. Такое оборудование в быту получило название утюг для сварки полипропиленовых труб, что подтверждается его устройством. Паяльник оборудован одним или несколькими ТЭНами, которые нагревают насадки разных размеров. Благодаря возможности подобрать по диаметру заготовок соответствующие насадки, все работы можно выполнять одним аппаратом. Давайте рассмотрим, какой утюг лучше выбрать для работы.
Рассматривая рейтинг лучшего оборудования, в первую очередь можно выбрать модель Gerat Weld 75-110 69110. Такой паяльник подойдет для человека, занимающегося ежедневной пайкой труб. Инструмент удобен в работе и транспортировке, отличается длительным сроком эксплуатации. Несмотря на хорошие показатели, модель обладает приемлемой стоимостью.

Утюг для сварки труб Gerat Weld 75-110 69110
Если возникает вопрос, какой выбрать утюг для редкого домашнего пользования, то здесь однозначно подойдет модель PRORAB 6405-К. Он отличается меньшей стоимостью и достаточно надежен. При правильной работе аппарата хватит, как говорится, на всю жизнь.

Аппарат для сварки труб PRORAB 6405-К
Мастерам, привыкшим использовать только лучшее оборудование, оптимально выбрать модель REMS МСГ-63FM. Паяльник удобен в работе, так как прогревается за короткое время, а сделанный им сварочный шов считается самым прочным и аккуратным. Стоимость такой модели, конечно, велика.

Сварочный аппарат для полипропиленовых труб REMS MSG 63 FM
Последними в рейтинге стоят одноразовые модели. Какой из агрегатов лучше выбрать – неважно. Низкая стоимость изделия позволяет его использовать для одного ремонта отопления или водопровода в доме, а затем просто выбросить.
Инструмент для резки труб
Во время работы с трубами требуется не только оборудование для сварки, но и режущий инструмент. Полипропиленовые трубы лучше резать специальными ножницами.
Существует 3 вида ножниц, которые можно выбрать для резки труб толщиной до 42 мм:
- прецизионная модель удобна в работе благодаря трещотке и зубчатому лезвию. Ровный срез делается очень легко, но при большом количестве работы быстро устает рука;

- роликовая модель обладает отличным качеством среза. Процесс резки происходит за счет направляющего ролика, который вместе с трубой подносится к лезвию. Единственный минус – низкая скорость работы;

- аккумуляторные модели снабжены маленьким электромотором. Большая производительность позволяет использовать ножницы для ежедневных объемных работ.

Водопроводные и канализационные трубы большого диаметра режут специальным труборезом. Срез получается ровным и готовым к пайке. Гильотина справится с трубой диаметром до 350 мм.
В домашних условиях вопрос, чем резать полипропиленовые трубы, у многих хозяев не возникает. Их режут болгаркой, ножовкой по металлу и даже электролобзиком. Можно делать и так при отсутствии ножниц, но получившийся срез будет с большими заусеницами. Перед сваркой их придется тщательно зачищать, на что уходит дополнительное время.
Существующие способы сварки труб
Как уже выяснили, чтобы сваривать трубы, необходимо специальное оборудование. Но, кроме того, что их можно варить при определенной температуре нагрева, существует еще холодный способ соединения. Сейчас подошло время выяснить все существующие способы сварки.
Диффузный способ
Самый надежный сварочный шов получается при диффузной пайке. Метод применим для соединения только однородных материалов. Используемое оборудование – тот же паяльник с насадками. Когда нагрев инструмента достигает заданных параметров, происходит расплавление кромки трубы и фитинга. При стыковке полипропилен обеих заготовок смешивается между собой и после застывания образуется единое целое.

Раструбный способ
Аналогичное оборудование применяется для раструбного метода пайки. На паяльнике выставляется определенная температура нагрева, и подбираются насадки по диаметру свариваемых заготовок. Трубы отрезают под прямым углом, а в армированных изделиях, например для отопления, дополнительно удаляют металлический слой. Соединяемые концы вставляют в насадки утюга, где выставлена соответствующая температура нагрева. После плавления кромки две заготовки соединяют между собой, не меняя их положения до полного остывания шва.
Стыковой способ
Метод стыковой пайки применим для труб большого диаметра. Паяльник оборудуется ровным сварочным зеркалом. Когда достигается заданная температура, зеркало расплавляет отрезанные под прямым углом торцы трубы. Две заготовки специальным механизмом прижимают друг к другу и дают им время остыть. Сварочный шов обретает механическую прочность за счет смешивания полипропилена обеих заготовок и сильного прижатия расплавленных кромок.

Муфтовой способ сварки
В этом методе для сваривания двух концов труб используется специальное оборудование – электрофитинг. Внутрь муфты вставляют два конца трубы, отрезанной под ровным углом. С блока питания на электрофитинг подается напряжение. Когда температура нагрева достигает оптимальных показателей, заготовки свариваются между собой.

Полифузный способ
Этот метод аналогичен диффузному способу пайки. Отличие заключается в том, что паяльником греют только одну из двух соединяемых заготовок.
Холодный способ
Соединение полипропиленовых труб холодным способом применим для домашних трубопроводов с низким рабочим давлением. Пайка происходит за счет клеевого раствора. Им обрабатывают край трубы и внутреннюю часть фитинга, после чего детали соединяют.

Как влияет температура паяльника на процесс сварки
Время и температура нагрева полипропилена влияют на качество сваренного стыка. При соблюдении этих параметров расплавленный полипропилен приобретает эластичность, способствующую качественной диффузии молекул. Сваренные заготовки изменяют молекулярный уровень, образуя после остывания прочную связь.
Если не соблюдать время и температуру нагрева, получится бракованный стык:
- когда время или температура нагрева меньше нормы, диффузия происходит не в полной мере. Молекулы свариваемых деталей не успевают дойти до сопрягаемых точек, и шов получается слабым. Со временем стык разрушается, и в этом месте появляется течь;
- если время или температура больше нормы, при стыковке деталей произойдет их деформация. Кроме некрасивого внешнего вида, расплавленный полипропилен перекроет внутреннее отверстие трубы, уменьшив тем самым ее сечение.
Чтобы правильно варить полипропиленовые трубы, важно точно соблюдать эти 2 параметра.
Как выбрать температуру и время нагрева?
Паять полипропилен можно при температуре 255–265 о С, но оптимальной считается – 260 о С. Такие параметры имеет любой паяльник без регулятора температуры. Однако на качество пайки влияет температура наружной среды. В холодном помещении с длительными перерывами между пайкой температура насадки может отличаться в меньшую сторону от заданной. Выходом будет увеличение времени прогрева на 1–2 секунды. Обратная реакция происходит внутри помещения с повышенной температурой. Чтобы правильно получалось варить стык при любых условиях, лучше выбрать паяльник с регулятором температуры.
Необходимо учесть, что время нагрева зависит от диаметра трубы. Кроме этого, важно знать время соединения и охлаждения стыка. Для определения всех этих параметров существует специальная таблица. На ее данные ориентируются перед тем, как начать паять полипропиленовые заготовки.

Температура сварки полипропиленовых труб (таблица).
Подготовка заготовок к пайке
Правильно соблюдаемая технология сварки полипропиленовых труб – это только 50% успеха. Перед тем как паять заготовки, их надо подготовить.
Инструкция довольно проста и состоит из нескольких рекомендаций:
- Работа начинается с замера необходимой длины трубы с нанесением разметки разреза. По нанесенным меткам острыми ножницами нарезают куски труб. Для удобства очередности расположения, например в системе отопления, их можно пометить маркером, чтобы не запутаться.
- Края армированных труб зачищают швейером. Этим инструментом снимают верхний и металлический слой трубы, иначе фольга со временем разрушит место пайки. Трубы, армированные стекловолокном, не требуют зачистки.

- Края трубы и внутреннюю сторону фитинга обезжиривают спиртовым раствором и проверяют на отсутствие дефектов или загрязнений. Маркером на трубе отмечают глубину ее посадки внутрь фитинга. Во время пайки данная метка послужит ограничителем.
После подготовки всех деталей можно включать паяльник и начинать паять трубопровод.
Инструкция по пайке
Любая работа должна начинаться с пробного стыка. Это поможет правильно настроить паяльник и избежать брака на следующих соединениях.
Инструкция пайки не вызовет затруднения даже у начинающего сантехника:
- Начинается сварка полипропиленовых труб своими руками с установки насадок нужного диаметра на паяльник. После этого инструмент подключают к электросети и ждут его нагрева до температуры 260 о С, о чем сообщит световой индикатор. Обычно паяльник прогревается за 5–8 минут.
- Край обеих заготовок одновременно надевают на насадки и, ориентируясь по таблице, выжидают время прогрева заготовок. Затем их снимают с насадок и ровно без поворотов вводят трубу внутрь фитинга до ограничивающей отметки.
Согласно той же таблице готовому стыку дают время естественного остывания, после чего с этим участком трубы можно продолжать работать. Обычно достаточно подождать 5–8 минут, а использовать готовый трубопровод в системе отопления или водопровода можно через 1 час после пайки последнего стыка.
Если точно соблюдалась инструкция и технология, система отопления не даст течи даже при высоких температурах, а стыки водопровода выдержат высокое давление.
Источник: http://sarstroyka.ru/remont/santexnika/svarka-polipropilenovyx-trub.htm
Сварка полипропиленовых труб своими руками
 Надежность соединения полипропиленовых труб сварным методом, считается самой высокой. Ни одно соединение пластиковых труб не имеет таких высоких показателей. Технология соединения не имеет каких-либо отличий при работе с полипропиленом. Исключение составляют только армированные изделия. Их монтаж имеет некоторые специфические особенности.
Надежность соединения полипропиленовых труб сварным методом, считается самой высокой. Ни одно соединение пластиковых труб не имеет таких высоких показателей. Технология соединения не имеет каких-либо отличий при работе с полипропиленом. Исключение составляют только армированные изделия. Их монтаж имеет некоторые специфические особенности.
Такая методика достаточно проста. Сварку можно проводить в бытовых условиях, соблюдая требования технологического процесса и имея весь арсенал необходимых инструментов.
Соединение полипропиленовых труб может иметь несколько видов:
- Пайка диффузионная;
- Спайка электрофитингами;
- Холодная сварка.
Давайте поговорим о каждом виде соединения более подробно. Рассмотрим их недостатки и положительные моменты. И научимся такому делу, как правильно паять полипропиленовые трубы.
Сварочные аппараты
Прежде чем начинать любую работу, требуется подготовить необходимый монтажный инструмент. Для создания надежного соединений труб, а также всех дополнительных деталей необходимо иметь специальный паяльник.
Небольшое примечание. Иногда соединение деталей изготовленных из полипропилена называют сваркой. Но этот процесс имеет много разновидностей, поэтому чтобы правильно ориентироваться, нужно запомнить, что полипропиленовые трубы соединяются только одним правильным способом – пайкой. Именного его порою называют сваркой. Для монтажа такой системы не применяются резьбовые фитинги, не используются металлопластик.
 Фото Аппарата для сварки пп труб в раструб
Фото Аппарата для сварки пп труб в раструб
Пайка полипропиленовых труб своими руками, требует приобретения сварочных аппаратов. В магазине или на строительном рынке присутствуют нескольких типов:
- Нагреватель имеет круглое сечение;
- Греющий элемент сделан абсолютно плоским.
Плоский паяльный аппарат в народе стали называть «утюгом». Это связано с его внешним видом. Он очень похож на такой бытовой прибор. Больших принципиальных отличий в таких сварочных агрегатах практически нет. Они могут отличаться только своей конструкцией.
Для первой модели тефлоновые насадки надеваются на нагреватель и фиксируются деталями, очень похожими на хомуты. В другом устройстве такие же насадки прикручиваются к нагревателю с двух противоположных сторон. Остальные элементы конструкции ничем не отличаются. Функциональная обязанность прибора, осуществлять качественную и надежную пайку полипропиленовых изделий.
В комплект паяльных устройств обязательно входят насадки. Самым недорогим, имеющим минимальный комплект, считается китайский паяльник. Его мощность не превышает 800 Вт. В комплект входит подставка, а также насадки, позволяющие проводить пайку труб ППР в диапазоне 20–32 мм.
Когда система отопления вашего дома выполнена из труб такого диаметра, то этого комплекта будет вполне достаточно. Но если в ваши планы входит профессиональные работы, связанные с пайкой, вам понадобится более серьезная комплектация.
Для труб 40–63 миллиметра необходим другой паяльный комплект. Его придется покупать отдельно. Самые дорогие, отличающиеся повышенной надежностью комплекты, изготавливаются в крупнейших европейских странах. В комплект таких наборов входят следующие детали:
- Паяльник;
- Подставка;
- Тефлоновые насадки разных диаметров;
- Ножницы, позволяющие отрезать трубы, выдерживая 90 градусов;
- Шестигранник;
- Отвертка крестообразная;
- Рулетка;
- Перчатки.
Конструкция любого паяльника сделана так, чтобы можно было установить сразу несколько насадок, чтобы паять трубы небольшого диаметра. В результате экономится время, особенно при работе с диаметром 20–40 мм.
Мощность паяльного аппарата
Чтобы равномерно и быстро прогреть трубу большого сечения (63 мм) необходима большая мощность системы. Если использовать паяльник для бытовых целей, будет достаточно мощность 0.7—1 кВт.
Если мощность утюга превышает 1 кВт, он переходит в разряд профессиональных. Его стоимость намного дороже, обыкновенного паяльника.
Паяльник для полипропиленовых труб своими руками
Приобретать такой аппарат не стоит, если вы только знакомитесь с подобным делом. Его можно изготовить из утюга и соответствующих материалов. Вы станете обладателем полезного инструмента, и кроме этого значительно сэкономите ваши деньги.
Кроме того, такой паяльник вам обязательно понадобится в будущем. Из труб можно делать много полезных вещей. В этом вам поможет самодельный паяльник.
Способ первый
Для изготовления самодельного паяльника нужно приготовить:
- Вышедший из строя старый утюг, у которого сохранился нагревательный элемент;
- Детский металлический конструктор;
- Резиновая ручка;
- Тумблер;
- Асбестовый шнур;
- Дюраль;
- Изолента.

Технология изготовления
- Болгаркой от дна утюга срезаются все лишние детали;


- Изготавливается алюминиевая накладка;
- Из конструктора монтируется коробка. В нее устанавливают лампочку и резиновую ручку.
- Подсоединяем тумблер и регулятор паяльника к проводу;


- Все детали соединяются в одно целое;
- Припаиваются провода.
- К корпусу, предварительно положив асбестовую прокладку, прикручивается болтами нагревательный элемент.

Таким образом, затратив не очень много времени, используя подручный материал, вы становитесь обладателем самодельного паяльника, для сварки ППР труб.
Автор самоделки: http://www.umeltsi.ru/prisposoblenia/4779-payalnik-dlya-polipropilenovyh-trub-svoimi-rukami.html
Способ второй
Для изготовления нам понадобится парная насадка, стоимостью 215 рублей, а также выброшенный «подожженный» утюг. На сборку такого девайса понадобится примерно два часа.
Сначала утюг устанавливается вертикально.
Фитинг с трубой одновременно надеваются на разогревающие насадки. Чтобы проводить операции на стене, утюг нужно подвергнуть небольшой модернизации. Необходимо обрезать «жало» подошвы и слегка его закруглить.
Не лишней будет применение термопасты.

Таким самодельным аппаратом было сварено несколько трубопроводов. Качество сварки получилось очень надежным.
При работе без помощника, после нагрева утюга, удерживая его за ручку, первой снимается труба. Сразу снимать фитинг не нужно. Его толщина намного больше. За одну секунду он не расплавится. Остается придержать рукой трубу с утюгом и снять фитинг.
Чтобы соединить изделия, необходимо приложить небольшое усилие, пока не произойдет образования ровного облоя по всему периметру фитинга.
В этом положении нужно подержать соединение примерно 15–20 секунд, пока не начнется полимеризация. Сварка на стене намного проще. Одной рукой придерживают утюг, другой держат трубу.
Способ третий
Изготавливаем «утюг», оборудованный регулятором температуры. Таким терморегулятором будет специальный регулятор мощности, собранный на тиристоре. Для паяльных работ подавалось напряжение, равное 170 вольтам. Для работы использовались алюминиевые пластины. Их можно заменить медными. На фотографии показана пластина, толщиной 0.8 мм. В принципе можно пользоваться более толстыми пластинами.
Они нужны для того, чтобы нагреватель не начал остывать, в момент надевания трубы. Для работы был взят ТЭН (1кВт) от устаревшей плиты «Мечта». Так как радиатор почти не нагрелся, его можно уменьшить. Для установки тиристора и диода прокладки не требуются. Конструкция самого «утюга» может иметь любой вид. Все зависит от вашей фантазии.



Ниже приведена схема регулятора мощности
С каждой стороны спирали можно установить алюминиевые прокладки в виде круглых блинов. К корпусу прикрепить ручку с регулятором и зафиксированным тумблером. Другими словами, можно заняться тюнингом.
Принцип всех устройств всегда один, для пайки ПП труб нужно соблюдать определенную температуру.

Как выбрать насадки
Подбирая нагревающие насадки, необходимо учитывать диаметр соединяемых труб.
Причем очень важно обратить серьезное внимание на несколько важных показателей:
- Прочность;
- Насколько хорошо сохраняется форма, после смены температуры;
- Теплопроводность.
Практически все сварочные аппараты могут использовать самые разные насадки. Это очень удобно, когда необходимо смонтировать сложную магистраль.
Каждая насадка имеет два конца. На одном нагревается внешняя поверхность детали, на другом ее внутренняя часть. Все насадки имеют тефлоновое напыление. Оно защищает поверхность от налипания расплавленного материала. Габариты насадок находятся в диапазоне 2–6 см. Такие размеры соответствуют распространенным диаметрам труб.
Нормальная температура для пайки
Для нормального сваривания конструкций, температура пайки полипропиленовых труб должна быть менее 260 градусов. Если превысить этот порог, например на 10 градусов, потеряется устойчивость пластиковой основы. В результате труба просто не сможет соединиться с фитингом. Причем разогретый фитинг начнет прилипать ко всем окружающим его деталям. Однако и температура меньшего значения, также не годится для пайки. Нужно всегда помнить, вязкость полипропиленовой конструкции и ее пластичность должны иметь определенные значения. Иначе не начнутся диффузионные процессы. Соединение потеряет свою надежность. Срок эксплуатации таких трубопроводов будет минимальным. О гарантии в 50 лет придется забыть. При какой температуре паять, лучше смотреть в таблице.
Время пайки труб
Если правильно соблюдать требования технологии по выдержке времени, можно получить очень герметичное соединение. Полипропилен после перегрева не начнет растекаться. Время нагрева зависит от определенных параметров. Основными считаются:
- Сечение трубы;
- Ширина шва сварочного пояса;
- Окружающая температура.
Ниже показана специальная таблица, в которой указано рекомендованное время пайки полипропиленовых труб, чтобы произошел нормальный разогрев. Учитываются все упомянутые выше значения.
Мы рассмотрели базовые вещи и как пользоваться паяльником для полипропиленовых труб, как его настроить и начать с ним работу. Теперь рассмотрим тонкости самой пайки.
Таблица времени разогрева труб ПП

Сварка полипропиленовых труб враструб
Основным способом монтажа пластика, когда нужно соединять небольшие трубы, разного сечения, считается применение раструба. Когда необходимо сварить ПП трубы, обязательно применяются дополнительные детали:
Все эти детали изготавливаются из того же материала, из которого были сделаны трубы. Применение дополнительных деталей, для создания хорошего соединения, не считается отрицательной стороной данного метода. Эти детали, кроме соединяющей функции, помогают изменить направления трубопроводной магистрали.
Схема данного процесса состоит из нескольких операций:
- Оплавляются сопрягаемые поверхности: наружная поверхность трубы с внутренней поверхностью фитинга;
- Применяется специальные нагревательные детали;
- Охлаждение деталей в собранном виде.

Среди профессионалов считается соединение в раструб намного надежнее, чем стыковая сварка. Благодаря тому, что при соединении, труба с усилием входит в фитинг, создается высокая прочность. Не нужно использовать специальный инструмент, чтобы провести центровку. Такое соединение может сделать даже новичок. Надо сказать, что припаять ПП сможет и женщина.
Аппарат для сварки враструб
Такие устройства, предназначенные для сваривания ППР труб враструб, называют паяльниками или «утюгами». Главным элементом такого устройства стала нагревательная головка. К ней крепятся все сменные детали:
Внешнюю поверхность трубы нагревают муфты, а внутреннюю поверхность фитингов, разнообразные дорны. Формой нагревателя, в большинстве паяльников остается треугольная пластина. На рынке можно встретить устройства с другим исполнением. В зависимости от габарита пластины выбирается размер насадок. Иными словами, подбирается сечение трубы, которые будет свободно паяться. Кроме того, подбирается необходимое количество нагревательных пар, для одновременной установки. Для работы с большой пластиной, необходимо иметь мощный агрегат.
Когда дополнительные детали (муфты, дорны) используются в работе, они должны быть закреплены так, чтобы их опорная поверхность плотно контактировала с пластиной.
При хорошем контакте нужная температура (260 градусов) будет достигнута обязательно. Мощность паяльника (в определенных пределах) не имеет большого значения. При маленькой мощности, паяльник будет просто дольше греться.
Сегодня выпускаются также паяльники, оборудованные нагревательной головкой в виде стержня. Главным преимуществом таких устройств можно назвать их компактный вид. На технические параметры форма головки не влияет.
Для хорошей работы «утюга» очень важна точность функционирования термодатчика. Он поддерживает рабочую температуру. Если ее колебания становятся минимальными, можно говорить об очень хорошем паяльнике.
Применение таких деталей, позволяет уменьшить температурную инерционность «утюга». В результате истинная температура нагревательной головки будет показана на шкале устройства.
Более грубо работают биметаллические реле, а также капиллярные термостаты. Их показания отличаются неточностью. Если сравнивать с данными терморезисторов, то расхождения будут достаточно большими. Каким бы ни был терморегулятор, когда аппарат достигает рабочего режима (если судить по данным индикатора), необходимо подождать несколько минут. За это время температура насадок сравняется с той, которую показывает прибор. После этого можно начинать сварочный процесс. Производители выпускают также паяльники, имеющие два нагревательных элемента. Причем их мощности сильно отличаются. Каждый нагреватель имеет отдельный выключатель.
Каждый такой элемент способен самостоятельно достичь нужного температурного режима. Мастеру сам выбирает подходящую мощность.
Второй элемент становится запасным, на случай выхода из строя первой детали.
В аппарате предусмотрена возможность одновременного включения обоих нагревателей, чтобы быстрее достичь рабочего режима.
Оборудование может комплектоваться и вспомогательными инструментами:
- Фаскоснимателем;
- Калибрователем;
- Торцевателем;
- Ножницами для разрезания труб.

В некоторых комплектах можно встретить даже специальную очищающую жидкость. К сожалению не все перечисленные детали включаются в основную комплектацию. Их приходится покупать отдельно. Очень важно чтобы сварочный аппарат имел в комплекте все необходимые инструменты. Чтобы проводить работы с любым диаметром трубы и материалом, необходимо иметь максимально полный комплект необходимого оборудования.
Технологический процесс сваривания враструб
Рассмотрим более детально, как осуществляется пайка полипропиленовых труб своими руками. У трубы, её внешний диаметр всегда немного больше номинального диаметра. У фитинга наоборот, внутренний диаметр немного меньше номинального сечения трубопровода.
Возьмем, к примеру, 20-миллиметровую трубу. Настоящий размер ее внешнего диаметра, будет находиться в пределах 20,3–20,5 миллиметра. У фитинга, предназначенного для работы с 20-миллиметровой трубой, внутренний диаметр будет колебаться в пределах 19,5–19,7 миллиметра.
Причем средняя часть поверхности муфты будет точно соответствовать номинальному сечению. Для конусной поверхности берется 5 градусов.
Становится понятно, что если не нагревать фитинги, станет невозможно выполнить их соединение с муфтой.
Когда труба соединяется с горячей муфтой, происходит оплавление наружного слоя. Наверх выдавливается все лишнее, получается своеобразный валик. Происходит нагрев внутренних слоев, они начинают сжиматься, труба получает возможность попасть в горячую муфту. Аналогичный эффект получается, когда фитинг соединяется с горячим дорном. Когда труба соединяется с фитингом, происходит ее упругое сжимание, фитинг начинает растягиваться. Происходит давление нагретых поверхностей. Они начинают вытеснять воздух, происходит равномерное смешивание расплавленного материала.
Общий технологический процесс сваривания ППР труб враструб, имеет несколько последовательных операций:
- Резка трубы;
- Подготовительные работы;
- Установка сварочного аппарата;
- Достижение рабочего режима;
- Прогрев деталей;
- Сборочные работы;
- Охлаждение магистрали.
Вручную можно без особых усилий соединить трубу с нагретым инструментом, если свариваются небольшие детали, сечение которых находится в диапазоне 40–50 миллиметров. Чтобы сварить трубы, диаметром, превышающим 50 мм, необходимо воспользоваться специальным центратором, предназначенным для выполнения раструбной сварки.
Так как паять полипропиленовые трубы не сильно сложно – работу можно производить в одиночку.
Как резать трубы. Чтобы разрезать изделия, используют специальные ножницы, которые не позволяются сминаться стенкам трубы.
Подготовительные работы. Перед тем как спаять полипропилен, поверхности деталей тщательно очищаются и затем обезжириваются. Армированные трубы подвергаются специальной подготовке. Об этом обязательно должны помнить работники, осуществляющие монтаж таких изделий.
Композитные ППР трубы, которые армированы алюминием, отличаются невысоким температурным расширением. Поэтому при монтаже системы отопления не нужно устанавливать дополнительные температурные компенсаторы. Только в таких изделиях, армированных алюминием, возможна диффузия кислорода. После попадания воздуха в систему, происходит активное насыщение воды кислородом. В результате начинается процесс кавитации вентилей, а также других деталей трубопровода.
При отсутствии армирующего слоя, можно не проводить дополнительную специальную подготовку.
Технологическая карта сварки полиэтиленовых труб в раструб
Как паять армированные полипропиленовые трубы
Как паять полипропиленовые трубы ясно, а вот с армированными есть свои нюансы. При пайке категорически запрещается контакт алюминия с жидкостью. Этот сплав начинает разрушаться, а покупать новые трубы не рентабельно. Появление небольших внутренних перекосов в стыковочных местах, трудно заметить обычным взглядом. Однако именно в этих местах будет самое слабое место всей системы и здесь возможно попадание воды на металлическую поверхность.
Чтобы предотвратить попадание воды, тщательно зачищают армированный слой. Эту операцию нужно проводить обязательно, если поверхность труб обернута в фольгу.
Чтобы удалить фольгу используют специальное приспособление, так называемый шейвер. Его приходится покупать отдельно.
В приспособление вставляет конец, аналогично заточке карандаша, и начинают проворачивать.
При самостоятельной работе, не забывайте очистить алюминиевый слой. Следите за рабочими, чтобы они обязательно зачистили этот слой. Сварка все равно произойдет и без очистки, но надежность такого соединения будет минимальной.
От такого «человеческого фактора» можно избавиться, установив трубы, армированные стекловолокном.
 Если алюминиевый армирующий слой находится по центру стенки, проводится торцевание поверхности при помощи специального инструмента. Он поможет удалить кромки алюминия, которые покрывают торец трубы. Без проведения такой операции, у воды появляется возможность попасть в центр стенки, двигаясь по микротрещинам армирующего слоя. В результате появляется сильное вздутие.
Если алюминиевый армирующий слой находится по центру стенки, проводится торцевание поверхности при помощи специального инструмента. Он поможет удалить кромки алюминия, которые покрывают торец трубы. Без проведения такой операции, у воды появляется возможность попасть в центр стенки, двигаясь по микротрещинам армирующего слоя. В результате появляется сильное вздутие.
На фотографии можно рассмотреть спаянные соединения разрезов. Фото без торцовки показывает не правильное выполнение, с торцовкой, по всем правилам.


Для достижения наилучшего результата, пользуются специальными муфтами. Они как бы «замуровывают» торцы армирующего слоя. Это помогает избежать контакта металла и воды.
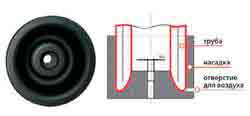

Некоторые производители дают собственные рекомендации, как нужно подготавливать трубы перед сваркой. Даже если армирующий слой отсутствует, нужно обязательно провести калибровку наружного диаметра, после чего снять фаску.
Операция калибрования удалит эллипсность трубы, сделает ее совершенно круглой. Снятая фаска облегчит работу по соединению с муфтой. К сожалению, когда ПП трубы паяются самостоятельно, эти операции полностью игнорируют.
Видно, что пайка армированных ПП труб займет чуть больше времени. Но и служить будет надежней.
Как подготовить паяльник к работе
Прежде чем начинать работу, сварочный аппарат нужно хорошо закрепить. Когда начинается прогрев, детали подвергаются некоторому давлению, которое передается паяльнику. Чтобы было удобнее работать, аппарат нужно хорошо закрепить и сделать его неподвижным.
На паяльник надевается нагревательная пара. Затем устанавливается нужная температура нагрева, подается напряжение. Когда свариваются ППР трубы враструб, температура нагрева должна быть в пределах 260±10 градусов. Она намного больше температуры, при которой полипропилен станется вязким и текучим. Таким образом, происходит быстрое оплавление верхнего слоя трубы, совместно с фитингом. В результате деталь легко снимается, без прогрева всей толщины стенки. Если значение температуры будет другим, детали станут мягкими, выполнить соединение будет невозможно.
Ставим детали на прогрев
Когда сварочный аппарат ПП труб достигнет рабочего режима, загорается лампочка. Трубу вставляют в муфту, а фитинг устанавливается на дорн. Если провести такую установку в одно время очень сложно, сначала монтируют тяжелый фитинг.
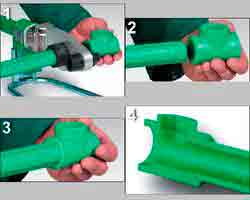 Фото пайки полипропиленовых труб
Фото пайки полипропиленовых труб
Сварочные детали обязательно имеют небольшой припуск, который начинает выдавливаться при монтаже детали. Получается кольцеобразный валик (грат). Чтобы сдвинуть такое кольцо нужно приложить некоторое усилие. Но не надо давить слишком сильно. Это необходимо делать плавно и медленно, чтобы грат приобрел правильную форму. Фитинг, свободно надевающийся на дорн, и не образующий грата, считается бракованным, его нужно заменить.
При монтаже детали, требуется обязательно следить за глубиной установки. Как только деталь упрется в вершину дорна, нужно прекратить давление. Иначе, можно повредить торец трубы, и помять ограничитель фитинга. Чтобы контролировать глубину погружения детали в муфту, от торца, на нужном расстоянии, делается соответствующая отметка. Обычно такую отметку делают очень редко, фитинг вставляется в оправку, пока не коснется упора.
После того, как детали были установлены в муфту аппарата и его дорн, нужно выждать несколько секунд, пока поверхности хорошо не оплавятся. Очень важно правильно определить продолжительность нагрева. Этого времени должно хватить для получения вязкого и текучего состояния полипропилена. Если время нагрева будет слишком большим, детали станут мягкими, пропадет жесткость. Изготовители пластмассовых труб разработали специальные таблицы, в которых показано время нагрева для определенной марки полипропилена. Учитывается также толщина стенки и сечение трубы.
Когда совмещаются фитинги с трубами, угол проворачивания деталей не должен превышать 5 градусов. Если соединение было сделано правильно, грат должен иметь одинаковую толщину с любой стороны.
Охлаждение соединения
Если необходимо поправить сделанное соединения, технология разрешает это деталь в течение нескольких секунд. Детали не должны подвергаться никакому давлению, пока материал окончательно не станет твердым. Это происходит в течение 2–4 минут.
В таблице показаны ориентировочные параметры продолжительности сварочных операций. Более точные значения указывают производители фитингов и полипропиленовых труб.
Стыковая сварка полипропиленовых труб
При пайке труб из полипропилена встык, торцы деталей нагреваются горячим инструментом, пока не произойдет оплавление. Затем детали с силой прижимают, и ждут, пока не произойдет охлаждения шва. Такая технология отличается своей простотой. Не нужно пользоваться дополнительными приспособлениями. Если все сделано правильно получается очень прочный шов, не уступающий прочности трубы. Технологическая схема такой операции выполняется в следующей последовательности.




Стыковая сварка, при всей своей простоте, только кажется очень доступной. На практике, чтобы проводить стыковую сварку, необходимо решить несколько проблем, которые практически невозможно выполнить в бытовых условиях.
Трубы должны точно совмещаться по своей оси. Допускается только 10% отклонения от толщины стенок. Давление на детали, прижимающее трубы к плоскости нагревательного зеркала при нагреве, должно происходить только определенное время. Только так может получиться качественное соединение. Когда выполняется торцовка, необходимо чтобы у торца была идеальная перпендикулярность.
Перечисленные выше условия, очень трудно выполнить, если не иметь дополнительное оборудование – специальный центратор. Он оборудован электрическим приводом, которое создает определенное усилие сжатия. Кроме того, это устройство оснащено дополнительным торцевателем.
Иначе говоря, чтобы провести стыковую сварку полипропиленовых труб небольшого диаметр, нужно иметь много дополнительного оборудования. Намного больше, чем для сварки враструб. Учитывая тот факт, что при сварке враструб получается более качественная стыковка, за счет замкового соединения, домашние умельцы предпочитают создавать раструбовые соединения при установке домашнего водопровода.
Стыковая сварка ППР труб в основном используется на производстве, когда необходимо состыковать изделия большого сечения при монтаже прямого участка трубопровода.
Контроль качества
После того как вы произвели всю пайку полипропиленовых труб по инструкции, следует проверить работу. Когда происходит стыковка труб малого диаметра, возможно появление наплывов внутри детали. Покрывая внутреннюю поверхность трубы, наплывы создают помеху для свободного движения жидкости при работе системы.
Для определения существования наплывов, соединение нужно обязательно проверить. Для этого стыковочный узел нужно хорошо продуть воздухом. Если он будет свободно двигаться по трубе, значит, получился качественный шов.
Новичку можно посоветовать, сначала сварить несколько проверочных деталей. Разрезать шов и изучить получившееся качество пайки.
Важные правила пайки полипропилена
Чтобы получить хорошее герметичное соединение и качественный шов, необходимо обязательно выполнять несколько очень важных требований. Сварочный аппарат нужно держать всегда нагретым. Это позволит сократить время пайки до пяти минут.
Когда пластик начинает застывать, соединяемые детали нельзя двигать, они должны оставаться неподвижными. Идеальной считается механическая фиксация. Для этого можно воспользоваться струбциной. Любое действие на шов во время застывания может привести к нарушению герметичности.
Пайка полипропилена относится к одноразовой технологии. Если при сварке что-то будет сделано неверно, ничего исправить будет невозможно. Для этого придется срезать дефектный участок и вновь паять новое соединение. В результате увеличиться число сварочных швов на всей магистрали.
Прежде чем начать нагревать трубу, нужно на поверхности провести линию, которая будет обозначать глубину сварочного шва. Кроме того, эти линии будут отличным ориентиром, когда выполняется угловое соединение.
Как запаять дырку в трубе?
При ремонте разные ситуации возникают, но если вы случайно продырявили трубопровод, то ее можно починить, но при условии, что дырка не большая. Особенно если внутри уже течет вода и ее не перекрыть.
Вариант 1 как запаять полипропиленовую трубу. Сушим, обезжириваем. Берем еще одну трубу, того же производителя (в идеале). После этого разогреваем ее и место дырки, и запаиваем с помощью паяльника или подручных средств, например горелки. Если труба армированная, то фольгу нужно срезать. Также можно установить муфту.
Вариант второй, как заделать дырку в полипропилене смотрите на видео.
Как паять трубы в труднодоступных местах
Самой большой проблемой, с которой сталкивается практически любой мастер, это монтаж пластикового трубопровода на сложных участках. Чтобы произвести пайку полипропиленовых труб в труднодоступных местах, конструкцию разбивают на несколько мелких участков.
Сначала выполняется монтаж самого большого и неудобного участка. Его формирование желательно сделать отдельно, затем установить на постоянное место.
Когда монтаж сложного участка полностью завершен, выполняется установка других более мелких деталей. Такую работу невозможно выполнить в одиночку, нужно обязательно работать с помощником.
Характерные ошибки
Прежде всего, это касается некачественно, сделанных деталей. Любая деталь с дефектом должна быть обязательно заменена. Варить такие детали, значит получить соединение низкого качества.
Комплектующие детали изготовлены разными производителями. У каждой фирмы собственный подход к таким деталям. Они самостоятельно устанавливают нормативы, разрабатывают свои стандарты. Для работы с такими трубами необходимо иметь фитинги только одного и того же производителя. Кроме того, в деталях могут быть большие различия по их химическому составу. Все вышеперечисленное негативно влияет на сварочный процесс. Получается некачественное соединение. Другими словами, комплектующие всегда должны быть изготовлены одним производителем.
Детали были перегреты. Такой дефект сразу бросается в глаза. Труба становится мягкой, при установке в муфту она начинает деформироваться.
Слабый нагрев сварочного аппарата. При низкой температуре невозможно получить качественное соединение. Сначала все будет в порядке, но очень быстро в трубопроводе появится протечка. Чтобы такого не произошло, нужно подождать 5-10 минут, пока «утюг» хорошо нагреется. Во время работы не нужно отключать аппарат от электричества.
Повторное применение фитингов. Если соединение детали получается неплотным, ее нужно заменить. Категорически запрещается повторно использовать фитинги, которые уже устанавливались в трубопроводе.
Труба была вставлена не до упора. В результате сборка деталей происходит на меньшую глубину. Фитинг упирается в грат, он не доходит до упора. В соединении возникают слабые места. Детали соединяются не на всю глубину. Если во время сборки вставить детали, не доведя их до упора, соединение получится некачественным и очень слабым.
Резка трубы была выполнена с нарушением технологии. Нарушена перпендикулярность оси торцовой поверхности. В результате торец трубы будет плохо прилегать к внутреннему упору фитинга. Получится слабое соединение.
Сколько стоят такие работы
Чтобы самостоятельно выполнить монтаж ППР труб необходимо иметь соответствующее оборудование, а также опыт такой работы. Если вы сами не можете провести такой монтаж, лучше воспользоваться услугами профессионалов. С расценками можно ознакомиться в ниже показанном прайсе:
- Установка одного погонного метра трубы –100 руб.;
- Составление чертежа и работа –500 руб.;
- Обрезка трубы и ее последующая зачистка – 90 руб.
В стоимость работ включается также сложность монтажа и общий объем.
Другие способы пайки ППР труб
Кроме классической пайки, известно и несколько других вариантов. Все они отличаются своими характерными особенностями. У каждого способа есть свои положительные и негативные стороны. Давайте более подробно познакомимся с ними.
Применение электрофитингов
Установка такого трубопровода становится намного проще, если воспользоваться соединительными муфтами, которые оборудованы специальными нагревательными спиралями.
Сварочный аппарат подключается к контактам, выходящим из муфты. На контакты подается напряжение и выдерживается определённое время.
Как пользоваться
- Поверхность тщательно очищается, затем обезжиривается;
- Труба вставляется в фитинг и плотно фиксируется;
- Сварочный аппарат подключается к электрическим контактам электрофитинга;
- После включения аппарата, можно будет наблюдать через специальные отверстия фитинга, как плавится и увеличивается объем пластика. Прибор отключится автоматически. Время сварки регулируется самим аппаратом, который учитывает окружающую температуру;
- Паяльник отсоединяется от контактов.
 Главным преимуществом такого метода, считается его скорость. На пайку уходит одна секунда, а остывание продолжается одну минуту. О труднодоступных местах можно забыть. Дело в том, что сама пайка выполняется на конкретном месте, уже собранных заранее деталей. Это очень удобно, когда нужно выполнить установку закрытой отопительной системы. Такие работы можно выполнять даже при небольших морозах. Но температура не должна опускаться ниже -15 градусов. При более низкой температуре, запрещается пользоваться паяльником.
Главным преимуществом такого метода, считается его скорость. На пайку уходит одна секунда, а остывание продолжается одну минуту. О труднодоступных местах можно забыть. Дело в том, что сама пайка выполняется на конкретном месте, уже собранных заранее деталей. Это очень удобно, когда нужно выполнить установку закрытой отопительной системы. Такие работы можно выполнять даже при небольших морозах. Но температура не должна опускаться ниже -15 градусов. При более низкой температуре, запрещается пользоваться паяльником.
Применение электрофитингов позволяет строительным фирмам ускорить работы на больших объектах.
Частный сектор редко пользуется такой методикой, так как стоимость этого оборудования очень высока. Цена электромуфтового прибора находится в диапазоне 80–100 тыс. рублей.
Холодная сварка
Чтобы применять такую методику необходимо иметь специальный клей. Он размягчает верхний слой изделя. Это один из способов спаять полипропиленовые трубы без паяльника.
Как пользоваться
- Сначала проводится подгонка деталей на соответствии размеров;
- Приобретается подходящий комплект фитингов;
- Соединяемые поверхности хорошо обезжиривают;
- На каждую поверхность наносится слой клея;
- Вставленные детали плотно фиксируются, и выжидается 20 секунд;
- Запрещается смещение деталей в течение одного часа.
Соединение станет прочным и надежным, очень похожим на пайку.
Запрещается нагрев склеенных швов. Холодная сварка может использоваться только для установки холодного водопровода!
Другой способ, соединить п/п изделия без паяльника – это использовать горелку. Установить температуру на ней нельзя поэтому придется делать все на глаз.

Заключение
Спаиваются полипропиленовые трубы своими руками достаточно просто. Надо только немного попрактиковаться на тестовых изделиях и знать основные нюансы, которые изложены выше.
Источник: http://vseprotruby.ru/pajka/svarka-pp-trub.html
Работа с полипропиленовыми трубами: пайка, соединение, прокладка

Заменить старую разводку труб отопления или водопровода или же смонтировать новые лучше всего используя полипропиленовые трубы. Их преимущества, а также вопрос выбора подходящих, уже является отдельной тематикой. Сейчас рассмотрим подробно сам монтаж полипропиленовых труб своими руками. Весь процесс довольно прост хоть и требует четкого соблюдения правил. При наличии всех составляющих в виде самих труб, набора необходимых фитингов и инструмента для сварки, можно быстро и надежно сделать разводку по всему дому или квартире. Самое главное преимущество заключается в том, что уже через полчаса после сварки последнего соединения можно пользоваться системой.
Для соединения используется раструбная сварка, иначе называемая муфтовой. Это означает, что трубы соединяются не напрямую стык в стык, а с использованием дополнительного фитинга, в который вставляется труба и ее материал спаивается с муфтой.
Видео: немного о выборе труб
Инструменты для сварки
Помимо материала необходимо обеспечить наличие всего требуемого инструмента:
- аппарат для раструбной сварки полипропиленовых труб (нагреватель, паяльник);
- набор насадок под используемые трубы;
- специальные кусачки для резки труб или кольцевой резчик (труборез);
- шейвер (снимает верхний слой алюминиевого покрытия трубы, если он есть);
- фаскосниматель.
Все это можно подобрать в строительных магазинах. Приобретать лучше не самое дешевое оборудование. Например, высокое качество аппарата для сварки позволит работать дольше без последствий для нагревательных элементов и тефлонового слоя на насадках. Насадки чаще всего поставляются вместе с паяльником. В сборе паяльник должен иметь специальную подставку, ведь большая часть работ будет производиться не на весу.

Аппарат для пайки полипропилена
Нельзя надеяться на то, что сварка полипропиленовых труб своими руками производится подручными средствами. При всей своей легкости и практичности этот процесс требует четкого соблюдения качества выполняемых соединений и использование специального оборудования. Единственное, чем можно поступиться, это труборез. Если объемы работ невелики, то можно справиться и с помощью обычной пилы по дереву. Шейвер, которым производится срез верхнего слоя алюминия, является, так сказать, опционным инструментом, нужен он только при использовании труб армированных алюминием с внешней стороны. Для варианта, когда армирование спрятано под внешний слой полипропилена, его можно не использовать.
Перед началом работ должен быть готов план, по которому будет производиться прокладка полипропиленовых труб, чтобы определиться в конфигурации тех участков, которые можно смонтировать отдельно и лишь в конце соединить на месте в единую систему. Целью при этом является уменьшение количества свариваний, которые предстоит провести «на весу».

Чем более грамотно проработана схема монтажа полипропиленовых труб, тем меньше придется производить спаек «на весу». Некоторые мастера «со стажем» практически все сложные участки водопровода собирают на столе, а уже потом устанавливают.
Процесс сварки
Для надежного скрепления производится нагрев края трубы с внешней стороны и внутренней части муфты и только лишь на определенную глубину. После этого детали соединяются между собой. Нагретый полипропилен смешивается в месте стыка и надежно сваривается.
Изначально следует подготовить материал. Трубы вымеряются и режутся на необходимые по длине куски. По внешней части трубы необходимо сделать фаску. Согласно международным стандартам (точнее германскому стандарту DVS-2207-1) фаска должна быть наклонена на 15 градусов и углубляться на 2-3 мм. Согласно отечественным стандартам фаска делается под углом в 45 градусов и на треть толщины трубы. Собственно на практике подойдет любой вариант, который попадает в эти рамки. Для выполнения фаски используется любой подходящий инструмент, главное, чтобы он снимал ровно и плавно материал. Непосредственно перед сваркой изделие и внутреннюю часть фаски следует очистить от возможных загрязнений и обезжирить.

Аппарат для сварки труб устанавливается на специальную подставку. Требуется выставить на регуляторе, если он есть, температуру в 260 градусов. Это оптимальная температура, которой достаточно для быстрого нагрева изделия и безопасна для тефлонового покрытия насадок.
Немного отходя от темы, можно указать, что другие температуры, кроме 260 градусов, для сварки труб не используются и не рекомендуются, так что при выборе аппарата не стоит акцентировать внимание на наличие регулятора.
После прогрева паяльника можно приступать к непосредственному свариванию деталей. Для этого одновременно насаживается фитинг на специальный штырь (дорн), а с другой стороны нагревателя труба вставляется в гильзу. После этого они также быстро и одновременно снимаются и как можно скорее соединяются.
Удерживать элементы на нагревателе следует строго определенное время, которое отличается в зависимости от диаметра трубы и толщины стенок. Если передержать, и материал трубы и фитинга перегреется, то они потеряют свою прочность и деформируются, после чего их уже невозможно будет соединить. Если недостаточно греть, пайка будет ненадежной и могут быть утечки впоследствии. Узнать время выдержки трубы на нагревателе можно из специальных таблиц, приведенных в международных стандартах.

Вставляться труба в гильзу и фитинг на дрон будут с заметным усилием. Это связано с тем, что насадки на нагреватель выполнены в виде конуса с наклоном в 5 градусов и лишь в середине их диаметр рабочей поверхности соответствует номинальному значению диаметра трубы. Вставляя трубу в гильзу, следует довести ее до упора, но ни в коем случае не давить дальше. Если сильно придавить, то впоследствии это скажется на проводимости трубы, так как после соединения на её конце образуется утолщение внутрь. Лучше всего замерить глубину гильзы до упора и отметить на трубе такое же расстояние от края. В итоге можно будет визуально проконтролировать свои действия. Однако с опытом уже можно будет чувствовать руками момент, когда труба уперлась в край гильзы.
Соединять нагретую трубу и муфту следует как можно быстрее. При этом нельзя их проворачивать по отношению друг к другу. Только вставлять прямо и соблюдать совмещение их осей. Лишь несколько секунд будет в запасе, чтобы можно было поправить их взаимное положение, после этого они уже достаточно остынут, и любые подвижки уже пагубно повлияют на качество сварки.

Особенности монтажа
Производится установка полипропиленовых труб по квартире или дому уже смонтированными участками с фитингами и поворотами, которые возможно сварить отдельно на отдельном рабочем месте. Стоит оставить лишь переходы между стенами и подключение к вводам для водоснабжения для проведения сварки на весу. Трубы закрепляются к стенам с помощью хомутов, которые надежно крепятся к стене, а труба вдевается в них. Важно помнить, что для отопления в частных домах полипропиленовые трубы не доводят непосредственно к котлу. Их соединяют с помощью переходных фитингов с металлической трубой длиной не меньше полуметра, которая уже непосредственно подключена к обогревателю.
Сваренные соединения являются по сути необслуживаемыми в отличии от винтовых, так что возможна прокладка сваренных полипропиленовых труб внутрь стен. Только предварительно производится проверка на надежность и герметичность. То же самое относится к выводам, которые выполнены в виде обжимных вставок.
Источник: http://vopros-remont.ru/santexnika/svarka-i-montazh-polipropilenovyx-trub-svoimi-rukami/
Пайка полипропиленовых труб инструкция
Любое современное жилье, будь то частный особняк или городская квартира, обязательно оснащается разнообразными инженерными коммуникациями. А раз так, то или в процессе строительства, или при проведении ремонта либо реконструкции, рано или поздно хозяевам придется столкнуться с проблемой установки или замены труб – водопроводных и системы отопления. Мало кого сейчас прельщает трудоёмкий и достаточно сложный монтаж стальных труб ВГП. Они дороги сами по себе, требуют немалых дополнительных затрат на транспортировку, а их обработка и соединение связаны со специфическими операциями, которые не всем под силу – резкой, гибкой, электро- или газосваркой, нарезкой резьбы и т.п. Плюс к тому, к «запаковке» каждого резьбового соединения необходим особый подход, чтобы соединительный узел получился высококачественным, без протечек.

Пайка полипропиленовых труб инструкция
Как хорошо, что современные технологии позволяют обойтись безо всей этой мороки, применив полипропиленовые трубы. При правильном выборе материала и качественно проведенном монтаже, водопровод и контуры отопления практически ни в чем не отступают стальным, по многим позициям – намного превосходят их. Кроме того, не настолько сложна и сама пайка полипропиленовых труб инструкция по выполнению которой будет рассмотрена в настоящей публикации.
Не все полипропиленовые трубы – одинаковы
Прежде чем начинать рассматривать инструкцию по монтажу полипропиленовых труб, имеет смысл дать хотя бы общее понятие об этом материале, в частности – о его разновидностях и сферах применения. Выбор труб по принципам «какие подешевле» или «какие были» — совершенно недопустим. Последствия для неразборчивого домашнего мастера могут быть весьма печальными – от деформации проложенного трубопровода до его разрыва или появления течей в соединительных узлах.

Разнообразие полипропиленовых труб – достаточно широкое, и необходимо уметь проводить правильный выбор под конкретные условия эксплуатации.
Различие по диаметру объяснять не надо – в разных системах и на различных их участках используются свои размеры, которые предопределяются гидравлическими расчетами. Линейка диаметров, от 16 до 110 мм, позволяет практически полностью обеспечить все возможные варианты. Мало того, практика показывает, что для дома или для квартиры обычно достаточно ассортимента до 40 мм, намного реже – до 50 ÷63 мм. Трубы большего диаметра – это, скорее, магистральные, и они имеют специфические особенности монтажа, но сталкиваться с ним домашнему мастеру — вряд ли придётся.
Сразу может броситься в глаза различие некоторых видов труб по цвету. Вот на это можно меньше всего обращать внимание – белые, зеленые, сероватые и другие стенки – ни о чем не говорят. По всей видимости, это просто решение производителей как-то выделять свою продукцию на общем фоне. Кстати, для контуров отопления белый цвет однозначно будет предпочтительнее, так как трубопровод ненавязчиво впишется в любой интерьер, не создавая дисгармонирующего цветового «пятна».

Сам по себе цвет тела трубы не говорит практически ни о чем
А вот цветные полосы, если они есть, уже несут информативную нагрузку, интуитивно понятную всем. Синяя полоска – труба рассчитана исключительно на холодное водоснабжение, красная – способна выдерживать повышенные температуры. Однако и такая цветовая маркировка (которой, кстати, очень часто и вовсе нет), является только весьма приблизительной, не раскрывающей в полной мере эксплуатационных возможностей той или иной трубы. Она помогает уже просто не ошибиться в период проведения монтажа системы. Кстати, ещё продольная линия хороша и тем, что становится хорошим ориентиром при стыковке сопрягаемых деталей по время пайки.
Гораздо больше информации дает буквенно-цифровая маркировка, которая, как правило, нанесена на внешней стенке. Вот здесь уже стоит быть повнимательней.
Международное сокращенное обозначение полипропилена – PPR. Существует несколько разновидностей материала, и можно встретить обозначения РРRC, РР-Н, РР-В, РР-3 и другие. Но чтобы не запутать окончательно потребителя, существует более четкая градация труб – по типам, в зависимости от допускаемого давления перекачиваемой жидкости и ее температуры. Всего таких типов – четыре: PN-10, PN-16, PN-20, PN-25. Чтобы не рассказывать долго о каждом из них, можно привести табличку, которая характеризует эксплуатационные возможности и сферы применения труб.
Безусловно, для того чтобы труба выдерживала повышенные давления и температуру, у нее должны быть более толстые стенки. Значение толщины стенок и, соответственно, диаметр условного прохода полипропиленовых труб различных типов – в таблице ниже:
При всех достоинствах полипропилена, есть у него и довольно значимый недостаток – весьма значительное линейное расширение при нагреве. Если для холодных трубопроводов, расположенных внутри здания, это не столь существенно, то для труб горячего водоснабжения или для контуров отопления такая особенность может привести к прогибанию, провисанию длинных участков, деформации сложных развязок, возникновению внутренних напряжений в теле трубы, сокращающих срок ее службы.
Чтобы максимально снизить влияние температурного расширения, применяют армирование труб. Оно может быть алюминиевым или стеклопластиковым.

Верхний ряд – трубы со стеклопластиковым армированием, нижний – с алюминиевым
Стеклопластиковый армирующий пояс всегда располагается примерно по центру толщины стенки трубы, и никак не влияет на технологию пайки.
А вот с алюминиевым – несколько сложнее. Существует два типа подобного армирования. В одном случае слой фольги расположен в непосредственной близости от внешней стенки трубы (на иллюстрации – внизу слева). Другой вариант – армирующий пояс проходит примерно в центре стенки. Для каждого из типов подобного армирования существуют особые технологические нюансы монтажа, о которых будет сказано ниже.
И стекловолоконное, и алюминиевое армирование существенно снижает температурное линейное расширение полипропиленовых труб. Кроме того, алюминиевый слой выполняет и еще одну функцию: он становится барьером против кислородной диффузии – проникновения молекул кислорода из воздуха через стенки трубы в теплоноситель.
Проникновение кислорода в жидкую среду теплоносителя способно вызвать ряд негативных последствий, среди которых главными являются повышенное газообразование и активизация коррозионных процессов, что особо опасно для металлических деталей котельного оборудования. Армирующий слой способен многократно снизить подобный эффект, поэтому такие трубы чаще всего применяют именно для контуров отопления. В водопроводных системах вполне можно обойтись стеклопластиковым армированием, которое на диффузию значимого воздействия не оказывает.
Ниже на иллюстрации приведен пример маркировки полипропиленовой трубы:

Пример буквенно-цифровой маркировки полипропиленовой трубы
1 – на первом месте обычно располагается название компании-изготовителя, наименование модели трубы или ее артикул.
2 – материал изготовления и строение трубы. В данном случае – это однослойная полипропиленовая. Трубы со стекловолоконным армированием обычно маркируются PPR-FG-PPR, с алюминиевым – PPR-AL-PPR.
Могут встречаться армированные трубы с внешним полипропиленовым слоем и внутренней стенкой из сшитого полиэтилена. Они будут иметь обозначение, например, PPR-AL-PEX или PPR-AL-PERT. На технологию пайки это не влияет, так как внутренний слой в ней участия не принимает.
3 – стандартный размерный коэффициент трубы, равный отношению внешнего диаметра к толщине стенки.
4 – номинальные значения внешнего диаметра и толщины стенки.
5 – упоминавшийся выше тип трубы по номинальному рабочему давлению.
6 – перечень международных стандартов, которым соответствует изделие.
Трубы обычно реализуются стандартными отрезками по 4 или 2 метра. Большинство торговых точек практикует продажу с нарезкой, кратной 1 метру.
Ко всем трубам в продаже представлены многочисленные комплектующие – фитинги резьбовые, для перехода на другой тип труб, с внешней или внутренней резьбой или с накидной гайкой американкой, муфты, тройники, переходы по диаметрам, отводы пол углом 90 и 45 градусов, заглушки, обводные петли, компенсаторы и другие необходимые детали. Кроме того, есть возможность приобретения кранов, вентилей, коллекторов, «косых» фильтров грубой очистки воды, предназначенных для непосредственного впаивания в полипропиленовую трубную разводку.

Широкое разнообразие комплектующих к полипропиленовым трубам
Одним словом, подобное разнообразие позволяет выбрать наиболее удобную схему сборки системы практически любой степени сложности. Стоимость большинства таких деталей – очень невысока, что позволяет приобрести их с определенным запасом, хотя бы для того, чтобы перед началом практического монтажа провести небольшое тренировочное занятие – так сказать, «набить руку».
Способы соединения полипропиленовых труб
Полипропилен является термопластичным полимером – при нагревании его структура начинает размягчаться, и при соединении двух равномерно нагретых до определенной температуры фрагментов происходит взаимная диффузия, точнее даже – полифузия, то есть взаимопроникновение материала. При остывании свойства полипропилена не изменяются, и при качественном соединении – обеспечении оптимального нагрева и требуемой степени сжатия, после обратной полимеризации границы как таковой быть не должно – получается полностью монолитный узел.
Именно на этом свойстве и базируются основные технологические приемы соединения полипропиленовых труб – этот метод часто называют полифузной сваркой.
Подобная сварка (пайка) может проводиться муфтовым или стыковым способом.
- Муфтовая сварка – это как раз та технология, которая чаще всего применяется при монтаже водопровода или контуров отопления в условиях дома или квартиры. Она рассчитана на трубы малого и среднего диаметра, до 63 мм.
Смысл ее в том, что любой соединительный узел предполагает использование двух деталей – это сама труба и муфта, внутренний диаметр которой несколько меньше, нежели наружный диаметр трубы. То есть в нормальном, «холодном» виде детали сопряжению не поддаются. Муфтой может выступать не только, простите за тавтологию, сама соединительная муфта, но и монтажный участок тройника, отвода, крана, резьбового фитинга и других комплектующих деталей.
Принцип проведения подобной сварки показан на схемах ниже.
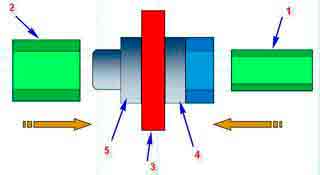
Принцип муфтовой сварки ПП-труб, схема №1
Труба (поз. 1) и муфта или любой другой соединительный элемент (поз. 2) одновременно насаживаются на нагревательные элементы сварочного аппарата.
На сам рабочий нагреватель заранее соосно установлена пара нужного диаметра, состоящая из металлической муфты (поз. 4), в которую будет вставляться труба, и дорна (поз. 5), на который одевается необходимый соединительный элемент.
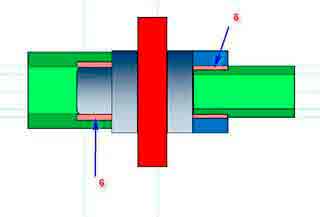
Принцип муфтовой сварки ПП-труб, схема №2
В период прогрева по внешней поверхности трубы и внутренней – муфты, образуется пояс расплавленного полипропилена, примерно одинаковой ширины и глубины (поз. 6). Важно правильно выбрать время прогрева, чтобы процесс расплава не захватил всю стенку трубы насквозь.
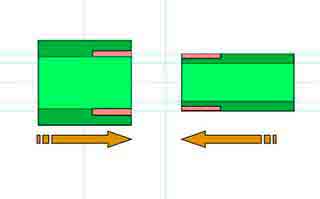
Принцип муфтовой сварки ПП-труб, схема №3
Обе детали одновременно снимаются с нагревателя, и соосно, с усилием, соединяются между собой. Расплавленный пластичный наружный слой полипропилена позволит трубе плотно зайти в муфту до упора, на длину прогретого участка.
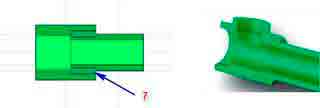
Принцип муфтовой сварки ПП-труб, схема №4
На этом этапе происходит процесс полифузии, остывания и полимеризации. В итоге получается надежное соединение, которое хотя на схеме и показано заштрихованным участком (поз. 7), но на деле, если взглянуть на разрез, то его вообще не видно – практически монолитная стенка.
- Стыковая сварка производится несколько иначе.
Одно из главных отличий – стыкуются детали обязательно одинаковые по внутреннему и внешнему диаметру.
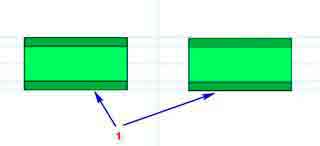
Принцип стыковой сварки ПП-труб, схема №1
Первый шаг – это точная подгонка торцов, чтобы обеспечивалось идеальное их прилегание друг к другу.
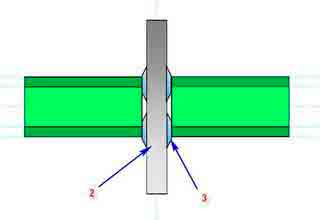
Принцип стыковой сварки ПП-труб, схема №2
Трубы поджимаются с двух сторон с торцевателю – вращающемуся диску (поз. 2) с точно выставленными ножами (поз. 3)
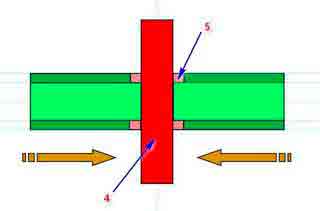
Принцип стыковой сварки ПП-труб, схема №3
Далее, торцеватель снимается, а на его место устанавливается двухсторонний плоский нагревательный элемент (поз. 4), который должен стоять строго перпендикулярно оси труб.
Трубы вновь поджимаются к центру, и на торцах, на всю толщину стенки, образуются области расплавления полипропилена (поз. 5).
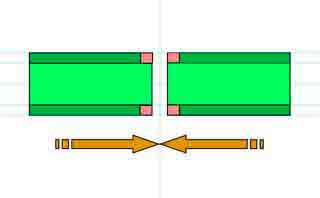
Принцип стыковой сварки ПП-труб, схема №4
Далее, следует фаза сжатия труб, для обеспечения полифузии материала.
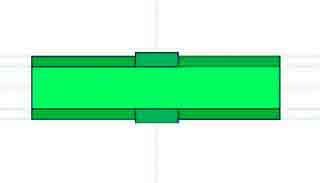
Принцип стыковой сварки ПП-труб, схема №4
И, по аналогии с предыдущим случаем, по мере остывания сварной шов полимеризуется, создавая надежное соединение двух труб.
Принцип кажется несложным, но это только на первый взгляд. При такой технологии сварки определяющее значение имеет точнейшая центровка сопрягаемых деталей. Кроме того, при муфтовой сварке необходимая степень сжатия сопрягаемых расплавленных участков обеспечивается в большей мере разницей в диаметрах деталей. В данном же случае требуется приложение значительного внешнего усилия, направленного строго по оси соединяемых труб. Все эти условия возможно соблюсти только при использовании специального, достаточно сложного аппарата станочного типа.

Одна из моделей установок для стыковой сварки полимерных труб
Существует немало аппаратов для стыковой сварки, но практически все они имеют мощную станину с направляющими и хомутами для зажатия труб под различные диаметры – для обеспечения соосности соединения, съемные или откидывающиеся торцеватель и нагреватель, механизм создания требуемого сжатия – ручной, гидравлический, с электроприводом и т.п.
Такая технология используется, как правило, только профессионалами при прокладке магистральных труб, и вероятность столкнуться с ней на бытовом уровне – практически нулевая.

«Холодное» сваривание полимерных труб с помощью агрессивного клея – слишком много недостатков
Существует еще и «холодный» способ сварки – с использованием клея на основе сильнодействующего органического растворителя. Смысл заключается в том, что при обработке таким составом поверхностные слои полимера размягчаются. Детали можно в это время соединить в нужном положении, а так как растворители обычно обладают высокой летучестью, быстро испаряются. то процесс обратной полимеризации начинается достаточно быстро.
Такая технология в большей степени подойдет для поливинилхлоридных (ПВХ) труб, не обладающих должной термопластичностью. Кроме того, подобны способ соединения имеет, пожалуй, больше недостатков и ограничений в использовании, нежели достоинств, поэтому особой востребованностью не пользуется, тем более что есть простая и доступная всем технология муфтовой полифузной сварки.
Что потребуется для проведения монтажных работ
Итак, в дальнейшем будем рассматривать исключительно муфтовую полифузную сварку (пайку) полипропиленовых труб. Чтобы самостоятельно справиться с этой задачей, необходимо подготовить ряд инструментов и принадлежностей.
- В первую очередь это, безусловно, аппарат для сварки полипропиленовых труб. Стоит такой инструмент – не столь дорого, и многие рачительные хозяева уже имеют его в своем домашнем «арсенале».

Основной инструмент – это аппарат для сварки полипропиленовых труб
К сварочному аппарату обязательно должны прилагаться комплекты «муфта-дорн» необходимых диаметров. Большинство аппаратов позволяют на своем нагревательном элементе одновременно разместить по две, а иногда – и по три пары рабочих насадок, что позволяет без перерывов на замену проводить монтаж системы, в которой используются трубы различных диаметров.
Если своего аппарата нет, и обстоятельства в настоящий момент не позволяют его приобрести, то многие магазины салоны практикуют краткосрочную аренду с посуточной платой – можно воспользоваться такой возможностью.
Если решились покупать аппарат для сварки полипропиленовых труб …
Все сварочные аппараты устроены примерно одинаково и работают по сходному принципу, однако имеют и определенные различия по компоновке и функциональности. Полезная информация для решившихся на такую покупку размещена в статье нашего портала, специально посвященной аппаратам для сварки полипропиленовых труб .
По тексту может встретиться определение аппарат для пайки труб – но это лишь «игра слов». Никакой разницы между этими понятиями в данном случае нет.
- Для нарезки трубы требуются особые ножницы. Причем, они должны быть остро отточены, с исправным трещоточным механизмом, обеспечивающим плавный рез. Лезвие не должно иметь зазубрин или искривлений.

Специальные ножницы обеспечат точный и ровный рез трубы
Конечно, можно отрезать трубу ножовкой, просто полотном по металлу или даже «болгаркой», но это – абсолютно не профессиональный подход, так как нужной точности и ровности реза такими инструментами не добиться.
- Необходимо приготовить инструмент для разметки – рулетку, линейку, строительный угольник, маркер или карандаш. Чтобы правильно разместить трубы, приходится прибегать к помощи уровня.
- Если планируется пайка полипропиленовых труб с алюминиевым армированием, то необходимы дополнительные инструменты.
— если труба имеет внешнее армирование, то потребуется шейвер, который зачистит алюминиевый слой в месте провара.

Шейвер необходим при работе с трубами, имеющими внешнее алюминиевое армирование
— если алюминиевый армированный слой расположен глубоко в толще стенки, то труба все равно требует предварительной подготовки, но в этом случае уже используется торцеватель.
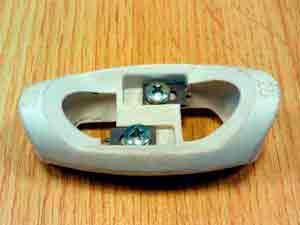
Торцеватель – инструмент для снятия фаски с труб, имеющим внутреннее алюминиевое армирование
Торцеватель внешне часто похож на шейвер, но разница между ними есть – она заключается в расположении ножей. У шейвера срез идет по касательной параллельно оси трубы, а у торцевателя, как понятно даже их названия, нож обрабатывает торец и снимает небольшую фаску.
Подробнее на этом моменте остановимся при рассмотрении технологии пайки труб.
- Многие это упускают из виду, но свариваемые участки труб и муфт должны очищаться от грязи, пыли, влаги, а затем и обезжириваться. Значит, необходимо приготовить чистую ветошь и спиртосодержащий растворитель (например, обычный этиловый или изопропиловый спирт).

Изопропиловый спирт – отлично подойдет для обезжиривания свариваемых участков
А вот использовать растворители на базе ацетона, сложных эфиров, углеводородов – не следует, так как полипропилен не обладает стойкостью к ним, и стенки могут оплыть
- Необходимо позаботиться и о защите рук. Работать ими придется в непосредственной близости от нагревательного элемента аппарата, и получить серьезный ожог – проще простого.

Не занимайтесь пайкой полипропиленовых труб без перчаток!
Лучше всего для этого дела подойдут замшевые рабочие перчатки – они практически не стесняют движений, не начнут тлеть от контакта с раскаленным нагревателем, и надежно защитят руки.
И еще одно важное предупреждение. Большинство монтажных работ очень часто можно проводить не по месту, а, например, на верстаке в мастерской – некоторые аппараты даже имеют специальные кронштейны с зажимами для надежной фиксации на столе. Это удобно в том плане, что собранный узел затем достаточно быстро устанавливается, например, в тесных и неудобных условиях ванны или санузла.
В любом случае, где бы ни проводилась пайка, необходимо обеспечить высокоэффективную вентиляцию. При нагреве полипропилена выделяется газ с резким запахом. Запах еще не самое страшное – при длительном вдыхании может возникнуть серьезная интоксикация. Поверьте, опробовано на «собственной шкуре». Автор этих строк сутки провалялся с температурой под 39° после семи часов работы в достаточно просторном совмещенном санузле, с, казалось бы, неплохо работающей вентиляционной отдушиной. Не повторяйте ошибок!
Как проводится пайка полипропиленовых труб
Общие технологические приемы сварки полипропиленовых труб
- Прежде всего, начинающий мастер должен чётко представлять, что он собирается смонтировать. Должна быть подготовлена подробная схема-чертеж, с проставленными размерами и указанием конкретных деталей – этот же «документ» станет основой для приобретения необходимого количества труб и комплектующих.
- Если позволяют условия, например, в помещении, где будет осуществляться монтаж, еще нет отделки, то схему лучше всего перенести непосредственно на стены – так будет и нагляднее, и можно промерять необходимые длины труб буквально по месту.

Схема перенесена на стены, а по линиям расположения труб стразу установлены клипсы.
Залог успеха – постараться максимально возможное количество узлов выполнить в удобном рабочем положении, на верстаке. Работать с паяльным аппаратом непосредственно на месте, да еще и в одиночку, без помощника – чрезвычайно сложная задача, и допустить погрешность при этом – очень несложно. Понятно, что таких операций полностью избежать не получится, но их количество должно быть сведено к возможному минимуму.
- Готовится к работе паяльный аппарат. На его нагреватель надеваются и затягиваются винтом рабочие пары – муфты и дорны необходимых для работы диаметров. Если предполагается работа с одним типом трубы, то нечего и мудрить – одевается одна пара, максимально близко к концу нагревателя.

Установка рабочей нагревательной пары – муфты и дорна
Есть сварочные аппараты и с цилиндрическим нагревательным элементов – у него несколько иное крепление рабочих элементов, по типу хомутного. Но разобраться в этом – несложно.
- Работать будет намного удобнее, если аппарат будет жестко закреплен на рабочей поверхности верстака. Очень здорово, если конструкцией предусмотрен винт по типу струбцины, для крепления на краю столешницы. Но и с обычным аппаратом можно постараться придумать какую-нибудь фиксацию. Например, если позволяет поверхность, ножки подставки прикручивают саморезами к верстаку.

Ножки подставки зафиксированы на поверхности верстака
Даже при зафиксированной подставке аппарат может «вихляться» в ней – люфт обязательно будет. Здесь тоже можно предусмотреть свое крепление – высверлить отверстие и вкрутить саморез. Когда паяльник нужен будет для выносной работы, снять это крепление – дело нескольких секунд.

Фиксация самого паяльника на подставке саморезом
- Паяльник включается в сеть. Если у него есть регулировка температуры, то выставляется примерно 260 °С – это оптимальная температура для работы с полипропиленом. Не следует никого слушать, что для 20-й трубы нужно 260 градусов, для 25 – уже 270 и так далее — по нарастающей. Температура едина, просто изменяется время прогрева сопрягаемых деталей. Во всяком случае, те таблицы, которые прилагает производитель в паспорте изделия, и которая будет размещена ниже в этой статье, рассчитаны именно на такой уровень нагрева.
- Обычно на паяльнике имеется световая индикация. Горящая красная лампочка говорит о том, что работает нагревательный элемент. Зеленая – аппарат достиг рабочего режима.

Световые индикаторы работы паяльного аппарата
Впрочем, у многих моделей имеются свои особенности индикации. Некоторые аппараты имеют даже цифровой дисплей с индикацией температуры. Во всяком случае, прибор «даст знать» что он прогрелся до необходимого уровня.
- Готовятся к работе сопрягаемые детали – отрезается необходимый кусок трубы, побирается соединительный элемент, согласно схеме монтажа.

Отрезание обходимого участка трубы ножницами
- Не многие это делают, а между тем технология требует – обязательная очистка участка соединения от возможной грязи и пыли, и обезжиривание. Кроме того, совершенно недопустимы даже малейшие капельки воды или влажная поверхность – водяной пар может попасть в слой расплава, создать там пористую структуру, и этот соединительный узел рискует рано или поздно потечь.
- Следующий шаг – это разметка соединения. На трубе необходимо отмерить от торца и карандашом (маркером) отметить длину пояса провара. Именно до этой отметки труба будет вводиться в нагревательную муфту, затем – и в соединительную деталь. Для каждого диаметра установлена своя величина – она будет указана в таблице ниже.

Карандашом отмечена длины участка будущего провара трубы
Вторая метка наносится, если имеет значение взаимное расположение сопрягаемых деталей. Например, на одной из сторон отрезка трубы уже вварен отвод 90°, а с другой предстоит смонтировать, скажем, тройник, но так, чтобы его центральный канал расположился под углом к отводу относительно оси. Для этого вначале точно определяют положение деталей, а затем наносят риску через границу, по обеим.

Проведенная риска поможет правильно сориентировать детали при монтаже
Особо много времени на выбор правильной позиции в ходе пайки уже не будет, а подобная «хитрость» поможет точно позиционировать сопрягаемые детали.
- Следующий шаг – это уже непосредственно пайка соединения. Она в свою очередь, также включает несколько фаз:
— С двух сторон одновременно труба вводится в муфту паяльника, а соединительный элемент одевается на дорн. Труба должна зайти до сделанной отметки, соединительный элемент – до упора.

Обе детали надеваются на нагревательную рабочую пару одновременно
— После того как труба и соединительный элемент вставлены до конца, начинается отсчет времени прогрева. Для каждого диаметра установлен свой оптимальный срок, которым и следует руководствоваться.

Труба вставляется до нанесенной метки, соединительная деталь надевается до упора
— Как только время истекло, обе детали снимаются с нагревательных элементов. У мастера есть буквально несколько секунд, чтобы придать деталям правильно положение и, обязательно, соосность, вставить одну в другую с усилием и завести до той же отметки. Легкая корректировка, без проворачивания относительно оси, допускается только в течение одной-двух секунд.

Разогретые детали вставляются одна в другую. Старайтесь не допустить перекоса!
— В этом положении детали должны удерживаться, без малейшего смещения, в течение установленного срока фиксации.

После сборки узел удерживается в заданном положении для обеспечения надежной его фиксации.
— После этого собранный узел не должен испытывать никакой нагрузки на время установленного периода остывания и полимеризации полипропилена. И только затем его можно считать готовым
Теперь – об основных параметрах, которых необходимо придерживаться при проведении монтажа. Для удобства восприятия они сведены в таблицу:
Насчет уменьшения установленного времени прогрева (за исключением упомянутого в примечании к таблице случая) не может быть и речи – качественного соединения не получится, и узел обязательно со временем потечет. А вот по поводу некоторого незначительного увеличения — у мастеров единства взглядов нет. Мотивация здесь такова, что трубы различных производителей могут слегка отличаться материалом, то есть встречаются более жесткий или, наоборот, мягкий полипропилен. Но у мастеров есть наработанный опыт, точное знание используемого материала, а для новичка все же рекомендуемые показатели должны быть взяты за основу.
Добрый совет – при покупке труб и комплектующих – взять небольшой запас самых дешевых соединительных элементов, и провести эксперимент — тренировку. Можно подготовить несколько отрезком трубы и выполнить пробные пайки.
При качественной пайке внутри соединительного узла по окружности создается аккуратный буртик высотой порядка 1 мм, который не станет мешать свободному проходу воды. Снаружи также будет образован аккуратный буртик, не портящий внешнего вида соединения.

Качественная пайка узла – аккуратное соединение, без помех для прохождения воды
А вот перегрев уже чреват получением бракованного соединения. Расплавленный полипропилен начинает при совмещении деталей продавливаться внутрь, где образуется и застывает «юбка», в значительной мере закрывающая проход. Напор воды в таком водопроводе может быть пониженным, а кроме того, подобный дефект нередко со временем становится местом образования засоров.

Результат перегрева деталей – проход явно сузился, и соединительный узел можно считать бракованным.
Проведение подобного практического занятия поможет точно определиться со всеми параметрами пайки и избежать ошибок.
Особенности работы с трубами, имеющими алюминиевое армирование
Как уже упоминалось выше, здесь возможны два варианта – слой армирования расположен около поверхности трубы, или же в глубине стенки. Соответственно, различаются и методы подготовки трубы к свариванию.
- Понятно, что расположенные у поверхности слой алюминия просто не даст провести полноценный прогрев и соединение узла. Кроме того, подобные трубы всегда имеют диаметр чуть выше, и попросту не войдут ни в нагревательную муфту, ни в соединительные элемент. Значит, необходим счистить этот слой до «чистого» полипропилена.
Для этого используется специальный инструмент – шейвер. В него вставляют отрезок трубы и начинают проворачивать – установленные ножи аккуратно последовательно срезают верхнее полимерное покрытие и расположенный под ним алюминий.

Работа шейвера и готовый результат – конец трубы зачищен и готов к сварке
Обработку ведут до упора трубы в дно инструмента – размеры шейвера предусмотрены такими, что он срежет фольгу ровно в той полосе, которая и требуется для сварного соединения при данном диаметре, то есть можно даже не проводить соответствующую разметку.
При пайке весь очищенный участок должен быть прогрет, а потом вставлен в соединительную деталь полностью. Оставлять снаружи даже тонкую полоску защищенной трубы – запрещается.
- Если алюминиевая фольга спрятана в тоще материала, то она, казалось бы, никак не помещает качественной пайке. Но здесь уже есть другой нюанс.
Если труба не будет защищена с торца, то проходящая под давлением вода будет пытаться расслоить ее, найти выход между алюминиевым слоем и внешней полипропиленовой оболочкой. Алюминий, кроме этого, может начать корродировать, терять свою прочность. Итогом такого расслоения сначала становятся «волдыри» на теле трубы, которые затем обязательно заканчиваются крупной аварией.
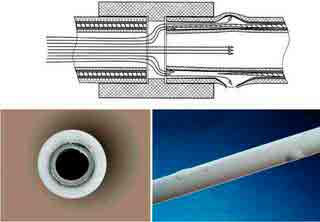
Схема и иллюстрации, объясняющие необходимость торцевания трубы с внутренним алюминиевым армированием
Выход — создать такие условия, чтобы при проведении сварки торец трубы и алюминиевый слой были бы полностью закрыты расплавленным полипропиленом. А этого можно достичь, проведя обработку специальным инструментом, о котором говорилось выше –торцевателем.
Внешне он может быть схожим с шейвером, но ножи его расположены иначе – они точно выровняют торец, срежут фаску и удалят тонкую, порядка 1.5 – 2 мм от обреза, полоску алюминиевой фольги по окружности. При прогреве и в ходе сопряжения деталей создаваемый буртик расплавленного полипропилена полностью закроет торец трубы, и узел получит необходимую надежность.
Трубы со стекловолоконным армированием никаких особенностей монтажа не имеют.
Несколько рекомендаций, как избежать типичных ошибок
- Процесс пайки, как говорилось, лучше всего проводить на удобной просторной рабочей площадке, по максимуму собирая готовые узлы водопровода (контура отопления), и лишь потом устанавливая и соединяя их по месту.

Готовый узел водопровода, собранный на столе …
Работа «у стены» всегда более сложная, трудоемкая и нервная, так как приходится одной рукой удерживать достаточно тяжеловесный аппарат, одновременно обеспечивая подачу на нагрев обеих сопрягаемых деталей. Нередко без помощника такое сварное соединение выполнить практически невозможно. Поэтому и стоит свести количество подобным операций к минимуму.

… и вваривание готового узла по месту его установки
Но при этом важно не допустить оплошность. Для соединения узла необходимо обеспечить определённую степень свободы сопрягаемым деталям – их нужно развести в стороны, чтобы установить между ними сварочный аппарат (плюс к этому нагревательная пара также имеет определенную ширину), затем аккуратно, без перекоса вставить в дорн и муфту, после прогрева обеспечить поступательное снятие, а затем – соединение. Необходимо заранее предусмотреть этот момент – хватит ли имеющегося люфта, чтобы выполнить все эти манипуляции.
- Бывает, что неопытные мастера, не предусмотрев этот нюанс, сталкиваются с тем, что остался последний сварной шов, а выполнить его – нет никакой возможности. Что делать?

Выход из положения – разрезать трубу и вварить разборный соединительный узел.
Выходом может стать вваривание в разрезанную трубу разборной соединительной пары – резьбового фитинга и муфты с накидной гайкой-«американкой». Соединение получается надежным, а припаять такие элементы даже в подобных сложных обстоятельствах – уже не составит труда.
- Если хоть какой-то узел в ходе монтажа вызывает даже малейшие сомнения – безо всякого сожаления его следует вырезать и вварить другие детали. Поверьте, это не займет много времени и не повлечет серьезных затрат. Но вот если со временем такой сомнительный участок вдруг даст протечку – последствия могут быть весьма печальными.
- О следующей группе ошибок уже говорилось выше – это нарушение технологии пайки труб. Сюда можно отнести недостаточный или чрезмерный прогрев. Усилие, приложенное к деталям при соединении, должно быть в меру. Слишком сильное сжатие приведет к образованию внутренней «юбки». Не менее опасно недостаточное приложение силы – труба не входит в гнездо соединительной детали до конца, там остается небольшой участок с увеличенным диаметром и утончённой стенкой – потенциальное место прорыва!

Руки у «мастера», проводившего когда-то эту пайку полипропиленовых труб, явно растут не из того места…
- Не забывайте про очистку свариваемых деталей от грязи и жира. Возможно, это кажется несущественным, но в практике – вполне достаточно случаев, когда подобное пренебрежение впоследствии оборачивалось слабым соединением и образованием протечки.
- Очень опасны попытки изменить положение деталей в период схватывания и остывания соединения. Внешне это может и не проявиться, но в соединительном шве появляются микротрещины, который впоследствии приводят к авариям. Не нравится соединенный узел – «в топку» его, и делайте новый, но не пытайтесь изменить!
- При зачистке армированной трубы на очищенном участке не должно оставаться даже крошечного фрагмента фольги – это способно стать потенциальным местом будущей протечки.
- Еще одна рекомендация. Понятно, что материал должен быть качественным – не стоит гнаться за дешевизной, так как проиграть можно намного больше, тем более что даже брендовые полипропиленовые трубы и комплектующие к ним – не настолько дороги. Но известны случаи, когда при монтаже качественных труб, проведенном с точным соблюдением технологии, соединительные узлы все же со временем начинали подводить. А причина проста – использовался действительно качественный материал, но различных производителей. Несущественные, казалось бы, отличия в химическом составе и физико-технических характеристиках полипропилена давали такой неожиданный результат – полноценная диффузия расплавов не достигалась.
Поэтому – совет напоследок: применяйте качественные трубы одного производителя. Наверное, понятно, что и все комплектующие тоже должны быть этого же бренда.
В завершение публикации – познавательный видеосюжет о пайке полипропиленовых труб:
Видео: мастер делится секретами качественной пайки полипропиленовых труб
Источник: http://stroyday.ru/remont-kvartiry/ustanovka-i-remont-santexniki/pajka-polipropilenovyx-trub-instrukciya.html
|
|
|
||||||
|
|
|
||||||